双管挤出生产设备简介:
①挤出机部分:本机装有定量加料装置,使挤出量与加料量匹配,确保制品稳定挤出。由于采用了锥形双螺杆,加料段具有较大的直径,所以对物料的传热面积和剪切速度比较大,有利于物料的塑化,计量段螺杆直径小,减少了传热面积和对熔体的剪切速度,使熔体能在较低的温度下挤出。螺杆在机筒内旋转时,将PVC混合料塑化后推向机头,从而达到压实、熔融、混炼均化;并实现排气、脱水的目的。加料装置及螺杆驱动装置采用变频调速,可实现同步调速。
②模头部分:经压实、熔融、混炼均化的PVC,有后续物料经螺杆推向模头,挤出模头是管材成型的关建部件。
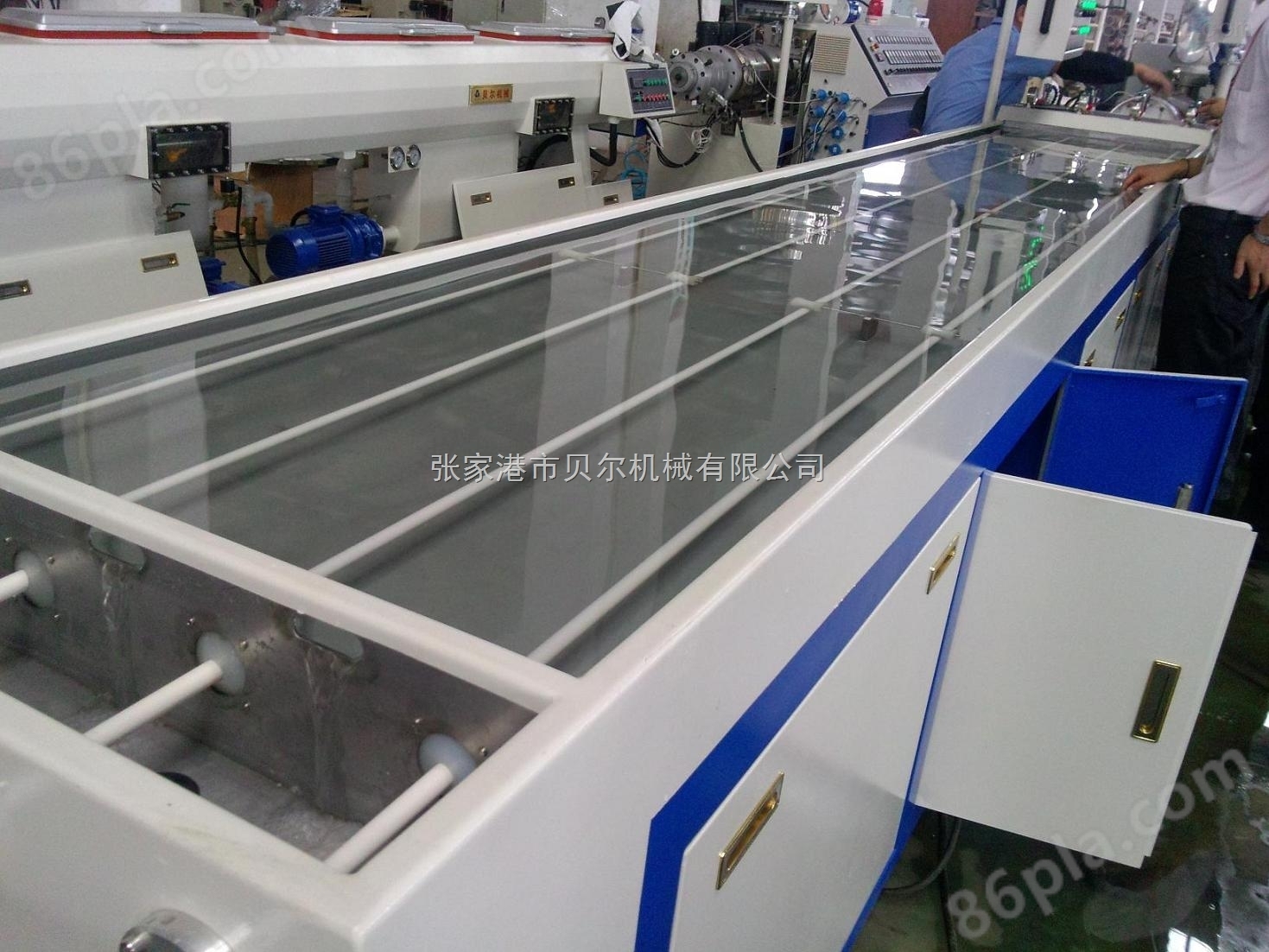
③真空定径水箱部分:采用本公司独立开发的冷却和定径系统,特殊设计的不锈钢箱体加长型真空定径箱,再加上循环水喷淋冷却, 可以确保稳定的直径尺寸和圆整度,使用速度控制系统,使牵引速度稳定。并且真空定径水箱上装有前后移动装置和左右、高低调节手动装置
④牵引机部分:采用变频调速,用于连续、自动地将已冷却变硬的管材从机头处引出来,节约能源,稳定耐用。
⑤切割机部分:由行程开关根据要求长度控制后,进行自动切割,并延时翻架,实行流水生产,切割机以定长工开关信号为指令,完成切割全过程,在切割过程中与管材运行保持同步,切割过程由电动和气动驱动完成,切割机设有吸尘装置,将切割产生的碎屑及时吸出,并回收。
⑥翻料架部分:翻料动作由气缸通过气路控制来实现,翻料架设有一个限位装置,当切割锯切断管材后,管材继续输送,经延时后,气缸进入工作,实现翻料动作,达到卸料目的。卸料后经延时数秒自动复位,等待下一循环。
本公司结合西欧九十年代末先进技术开发而成。主机为JZ51/105 或 SJZ65/132 锥形双螺杆挤出机,配以双管单控不锈钢喷淋定型机,生产时避免了一管调整而影响另一管的浪费现象,自动单控双牵引机和切割同前面双定型技术融为一体,使操作更加灵活,让您领略分别单独控制双管齐下带来的效益,双管挤出管径从Ø20-Ø63,能充分利用挤塑机的挤出能力,即使生产小口径的管材也可以达到*的产量。
双管挤出生产设备主要技术参数 Main Technical parometer: |
主机挤出量 (kg/h) | 150-250 | 真空喷淋定型箱长度 (m) | 6 | 牵引速度 (m/min) | 0-15 | zui大生产管径 (双管.mm) | Φ63 | 牵引力 (N) | 2000 | 驱动电机功率 (kw) | 18.5 |
|
|