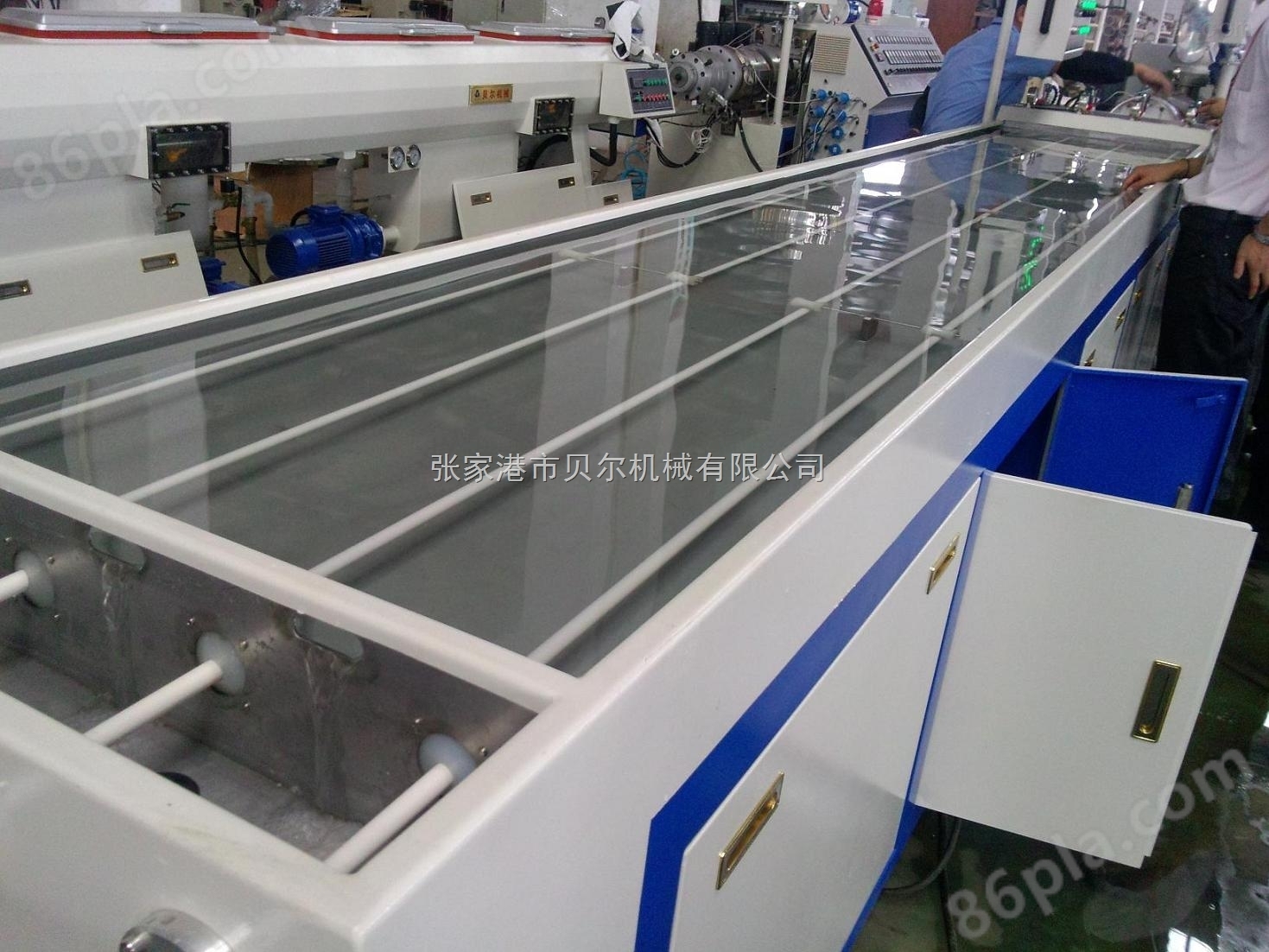
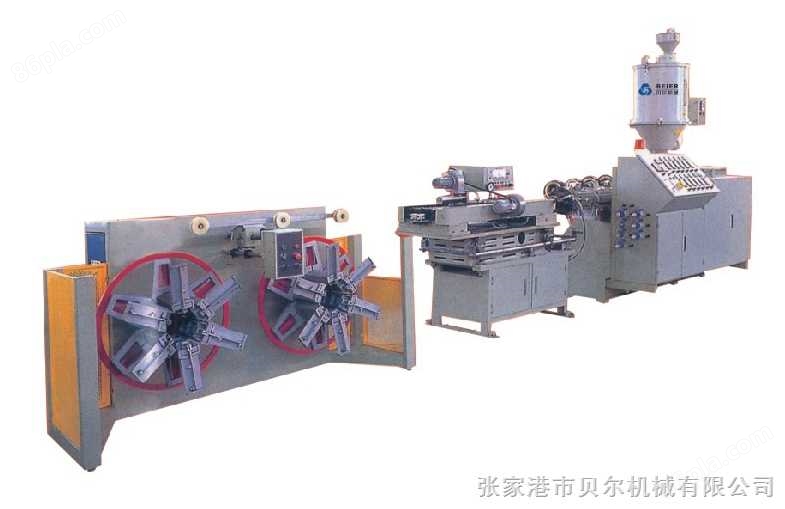
多功能管材挤出生产设备简介:一般通过加热、加压而使物料以流动状态连续通过口模成型的,也称为“挤塑”。指的是在200度左右的高温下使塑料熔解,熔解的塑料再通过模具时形成所需要的形状。挤出成型是与其他成型方法相比,具有效率高、单位成本低的优点。
挤出法主要用于热塑性塑料的成型,也可用于某些热固性塑料,还可用于塑料的混合、塑化造粒、着色、掺合等。挤出的产品可称为“型材”,由于横截面形状大多不规则,因此又称为“异型材”。
多功能管材挤出生产设备修复注意事项:
1、 机筒因磨损增加直径,如果还有一定的渗氮层,可把机筒内孔直接进行镗孔研磨,得到新的直径尺寸,然后依照新的直径配制新的螺杆。
2、 通过机加工,机筒内径经修整重新浇铸合金,厚度控制在1~2mm间,然后进行精加工至必要的新尺寸。
3、 通常情况下机筒均化段磨损较其它位置快,可将均化段镗孔修整,再配一个渗氮合金钢衬套,内孔直径参照螺杆直径,留在正常配合间隙,进行加工配制。
4、 螺杆和机筒制造用材料 目前国内制造螺杆和机筒常用材料,有45、40Cr和38CrMoAlA,而进口挤出机中螺杆和机筒的制造材料,常用合金钢有34CrAINi7和CrMoV9,其材料的屈服强度有900MPa左右。经渗氮处理后,既耐磨又有良好的抗腐蚀性,硬度在1000HV以上。