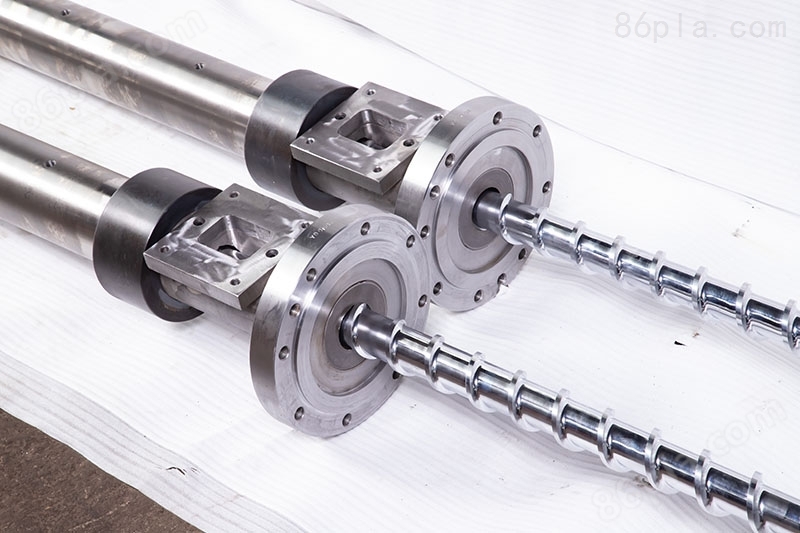
ABS中空吹塑螺杆机筒简介:
结构有普通型和高产型,长径比有25:1、28:1、30:1、32:1,螺杆压缩比与型坯机头压缩比相结合,以满足挤出过程中料温的可控性、物料塑化程度的可控性、出料端料流稳定性。
合理的剪切、分散原件使得添加剂与物料揉和更均匀,不同长径比结构相异。
如分离型螺杆:经多次实验在合理位置引出副棱,可解决在送料、压缩、螺杆烘料过程中产生的气体杂质。
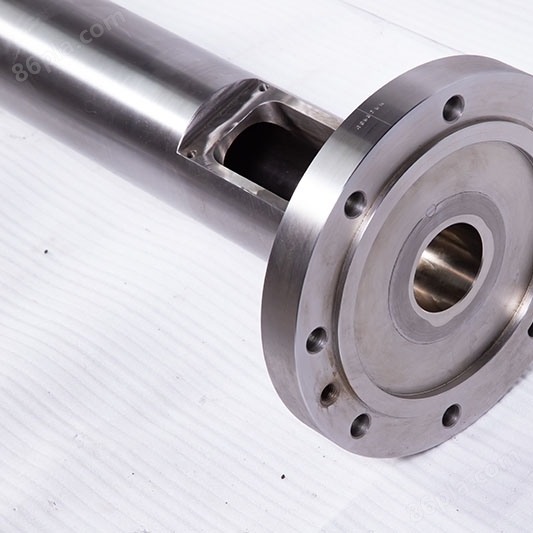
为适应高产型螺杆和粉状进料,机筒进料段设置开槽衬套、强冷水循环,从而增大摩擦力,提升螺杆的泵送能力,具有挤出量大,挤出均匀,螺杆不局部温升,不糊料等优点。
ABS中空吹塑螺杆机筒
方法/步骤
1、螺杆制造应选用耐磨、在高温环境中工作变形小的合金钢制造。精加工后的螺杆工作面应耐磨、耐腐蚀。因此,螺纹部分应进行氮化和镀硬铬。硬度为700-800HV。
2、空转试机时,注意螺杆不能长时间空转;试机调试时,空转时间应大于3min。
3、对于螺杆的拆卸,一般可以将螺杆从后面顶出或用专用工具拉出。
4、注塑螺杆及与其相连的零件清理干净后,检查工作面是否有划痕和摩擦损伤面,轻微的擦伤应用细砂布或油石打磨。
5、当螺杆工作面磨损严重,擦伤沟较深时,应分析查找损坏原因,排除故障,避免再次出现类似现象,然后对磨损的擦伤进行清理。如果螺杆和机筒磨损严重,应先测试两部分的实际间隙,如果超过标准,此时应更换螺钉。
6、装配螺钉时,与其他零件的结合面应涂上一层二硫化钼耐热润滑脂,以方便下次拆卸。
7、对暂时不用的螺杆,应在表面清洗干净后涂上保护油,包好后悬挂在干燥通风处。