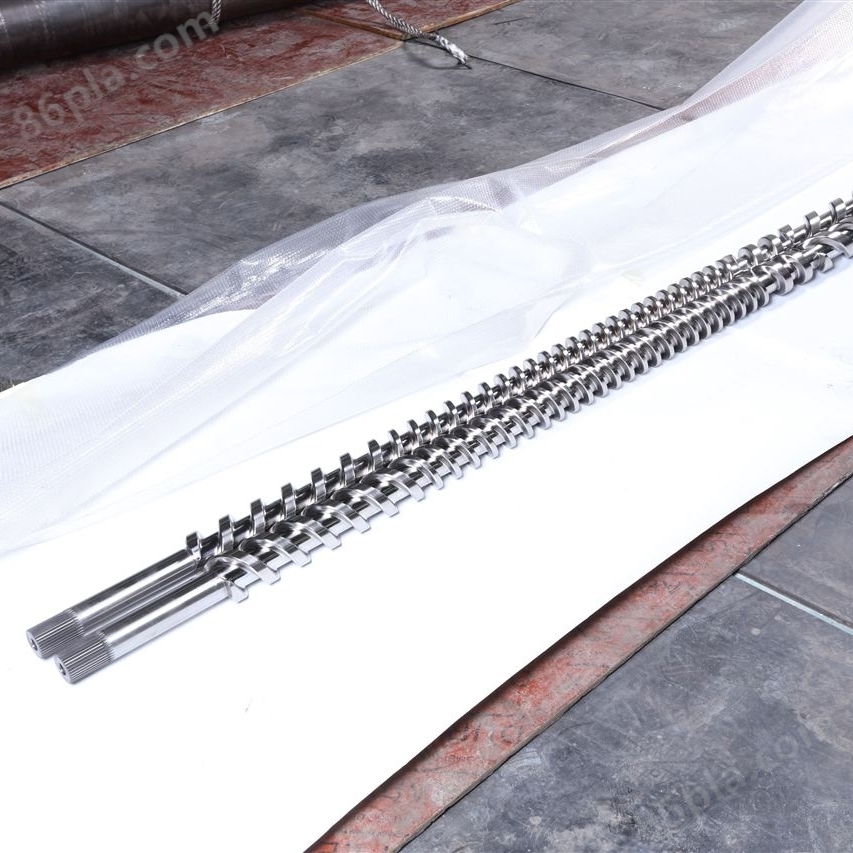
排气式合金工业螺杆结构特点:
1.吹膜螺杆长宽比=螺钉工作长度(mm)、螺钉直径(mm)
长径比大,则吃料易均匀,但容易过满。使用热稳定性好的塑料较长的螺杆,无论煤烟如何,均可提高混合性。可以在热稳定性差的塑料、短螺钉或螺钉末端没有螺纹的情况下使用。
2.吹膜螺杆压缩比=进料齿深度(mm)-测量齿深度(mm)
材料的可压缩性、充电程度、回流、产品要考虑致密、传热、排气。适当的压缩比会提高塑料密度,使分子和分子之间的结合更加紧密,减少进气,减少压力引起的温度上升,影响输出量的差异,但不适当的压缩比破坏塑料物性。
压缩率越高,在管内塑化过程中塑料温度上升越高,对塑料在料管内塑化过程中产生的温升要求越高,对胶化中的塑料产生较佳的混炼均匀度,出料量相对大大减少。但是吹膜螺杆需要更多的扭矩。供给段牙深牙齿太浅,吞吐量不足,压缩比不足。测量段牙深牙齿太深,压缩比不足,需要的供给力很大。太浅的话容易通过。压缩率高,适用于难以熔化的塑料,尤其是熔体粘度、热稳定性塑料等。低压缩比适用于容易熔化的塑料,尤其是熔体粘度、热感塑料等。
排气式合金工业螺杆安装注意事项:
1.确保单元安装工作根据需要安装好,并确保每个螺栓都拧紧。
2.检查减速、气动内润滑油,检查各机械传动部件的润滑情况。
3.检查电源供应装置、传记部件时,各部件必须安全接地。
4.桶里装满了塑料、塑料、温度不符合要求,禁止启动。
5.衬底内不能有异物,原材料中掺入铁或其他不需要的材料后渡边杏。
6.材料要求必须干燥,否则必须进行预干燥。
7.检查单元加热系统和温度测量系统是否完好。