品牌
其他厂商性质
廊坊市所在地
焊接机器手在实际使用中往往需要加装外部轴才能配合完成工件的焊接,那么**我们来说一说什么是焊接机器人外部轴,焊接机器人的外部轴包含了那些。
工业机器人通常指的是简单的机器人(它是一种机器人,其他如服务机器人等)。 自动执行工作的机器装置,是靠自身动力和控制能力来实现各种功能的一种机器。它可以由人类指挥或按照预先编程的程序运行,现代工业机器人也可以根据人工智能原理行事。 可以编程,但它通常与末端执行器(操纵器)组装在一起形成一个完整的机器;
通常,当焊接机器人进行焊接操作时,熔池的温度与许多因素有关,包括焊条的角度,焊接时间,焊条的直径,焊接方法等,所以 如果发现熔池的温度太高,则要将这些方面开始冷却。
在焊接机器人的焊接过程中,当焊条与焊接方向之间的夹角为90度时,电弧集中,熔池温度高; 当角度小时,电弧分散,熔池温度低。 例如,当使用12mm平密封的底层时,电极的角度应控制在50-70度,这样熔池的温度*会降低,背面的焊缝或高度是 避免。
同时,要严格控制焊接机器人系统的电弧燃烧时间。 电弧断裂的频率和电弧的燃烧时间直接影响熔池的温度。 由于薄壁,电弧的热容量是有限的。 如果电弧断开频率减慢,则熔池降低。 温度容易产生缩孔,因此电弧燃烧时间只能用于控制熔池温度,以避免管内焊缝过高或产生焊缝。
另外,焊接机器人需要根据焊缝的空间位置和焊接水平来选择焊接电流和焊条的直径。 焊接中使用的焊接电流和焊条直径较大,垂直和水平位置较小。 只有这样才能更容易地控制浴温并形成焊缝。
根据以往的经验,当焊接机器人采用圆形移动带时,熔池的温度高于新月形移动带的温度,新月形移动带的温度高于 Z字形移动带的熔池温度,因此尽可能使用之字形移动带,并且通过摆动幅度和槽两侧的暂停**地控制浴温。

焊接机器人的硬件部分是灵活的控制。 在PLC和触摸屏结合后,控制可以自动化,远程控制,**地实现高精度控制效果。 由于焊接机器人对于不同规格和不同形状的产品是不同的,因此要从各个方面关注比较好的硬件组件。
焊接机械手:一种固定程序的焊接工具自动操作装置。 机器手使用四种主要类型的驱动机构:液压驱动,气动驱动,电驱动和机械驱动。 1指简单的机器; 2智能机器的末端执行器。
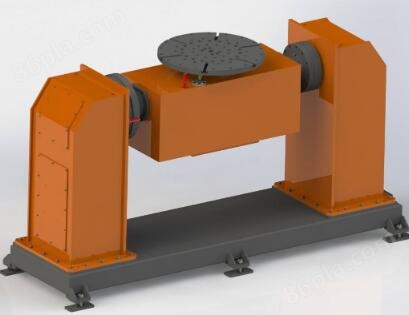
1:卧式变位机、很多工件需要正反面焊接。 这时,我们需要安装水平定位器,即待焊接的工件固定在卧式变位机上。 定位机自动翻转到另一侧进行焊接。 卧式变位机分为、联动式与非联动式,联动式指的是可以配合焊接机器人的任意角度停机焊接。 非联动式指的是只能正负180度翻转。 然后,在购买机器人时,我们可以根据自己的需要选择合适的变位机。 目前,大多数****都没有外轴。 如果我们需要做联系,我们必须匹配相同。 **电机,如安川,需要配备外轴30,000-50,000。 当然,这只是外轴的价格,水平定位器是另一个。 因此,大多数****的现有客户在大多数情况下只能使用非联动变位机。
2:焊接机器人地轨:焊接机器人地轨是指机器人本身行程不足时安装的地轨,让机器人在轨道是行走,地轨在实际使用的占比也是非常大的,例如:护栏,大型门窗,汽车零件,箱体等都需要加装地轨来达到焊接范围。 许多客户担心在安装导轨后机器人的准确性和速度会受到影响。 事实上,由于导轨和焊接机器人是连接操作,机器人在焊接时一直在地面轨道上移动,因此无需担心效率。 机器人导轨的精度通常取决于磨削尺寸和螺钉的精度。
3:水平定位器:水平定位器和水平定位器相似,只是旋转方向为水平旋转,大多用于直径较大的工件。
焊接机器手应用中存在的问题和解决措施
(1)出现偏焊问题:可能存在焊接位置不正确或焊枪正在寻找的问题。 此时,考虑TCP(焊枪中心点位置)是否正确并进行调整。 如果经常发生这种情况,请检查焊接机器手每个轴的零位并校正中心零点。
(2)出现咬边问题:焊接参数选择不当,焊枪角度或焊枪位置不正确,可以适当调整。
(3)出现气孔问题:可能为气体保护差、工件 的底漆太厚或者位置不对,可适当调整。
(4)飞溅过多问题:焊接参数选择不当,气体成分部分或焊丝长度过长,可适当调整机器人功率,改变焊接参数,调整气体配比仪表 调整混合气体的比例。 调整割炬与工件的相对位置。
(5)焊缝结尾处冷却后形成一弧坑问题:可编程时在工作步中添加埋弧工作,可以将其填满。