品牌
代理商厂商性质
深圳市所在地

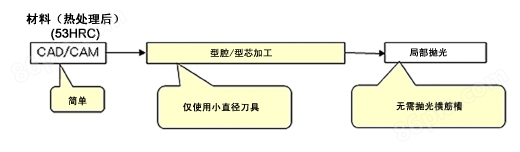
UVM-450C 在秉承高速、优质加工理念的基础上开发,配备高精度空气静力轴承主轴。这是一款高精度机器,适合精密模具应用。
与传统机种相比,该机器有助于确保降低运行成本,明显提高加工质量。
该设备预期可实现以下特定效果:

主轴转速:60000 min-1
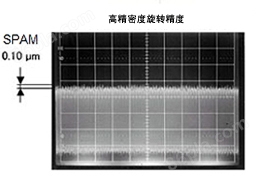
SPAM(*):0.10 μm
TIR:1 μm
(*1) 通过“单点异步误差运动”方法测量
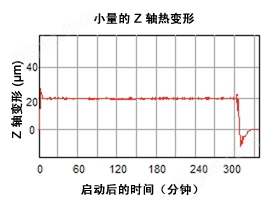
1. 高速且发热量低
2. 高旋转精度
3. 轴承终身服役
4. 低级别振动和噪音
主轴功能对比
| 项目 | 滚珠/滚柱轴承主轴 | 空气静力轴承主轴 |
|---|---|---|
| 轴承寿命 | 2000 ~ 3000 小时 | 几乎无限长 |
| 连续运行时间 | 数小时 | 几乎无限长 |
| 驱动马达 | 多个 10 kW | 1.6 kW |
| (发热导致损耗过度、噪音和振动) | ||
| 刀寿命 | 较短(由于旋转精度低) | 较长(由于旋转精度高) |
| 所需主轴更换时间 和成本 | 2 ~ 7 天,成本高昂 | 2 ~ 3 小时,成本低廉 |
高精度造型
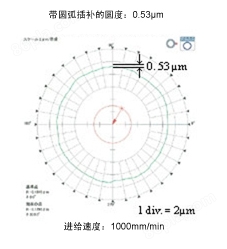
使用高进给速率加工优质表面,为 X、Y 和 Z 轴提供线性马达驱动系统。
高精度定位和平滑进给
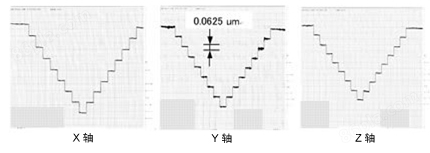
实现了 0.1 μm 可靠步进进给,为 X、Y 和 Z 3 个线性轴提供了 0.01 μm 编程分辨率。
将热变形控制到zui低程度
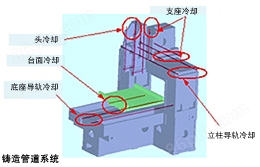
机体中的铸造管由东芝机械自行开发。
(1) 高速主轴
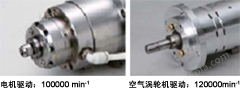
更换标配主轴
(2) 垂直旋转和分度工作台(C1 轴)

示例
(3) 工件水平旋转和分度工作台(A2 轴)

示例
(4) 刀旋转和分度头(A 轴)

示例
(5) 刀转向头(C2 轴)

示例
(6) 高速微图案加工系统
刀以压电振荡器级高速移动。短时间内加工好微图案。
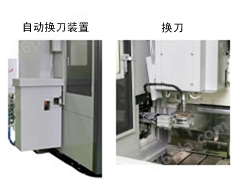
支持长时间高效运行的自动换刀装置
| 主要规格 | UVM-450C | |
|---|---|---|
| 行程 | X 轴(工作台水平移动) | 450 mm |
| Y 轴(主轴交叉移动) | 450 mm | |
| Z 轴(主轴垂直移动) | 200 mm | |
| 工作台 | 工作台面 | 450 mm × 450 mm |
| 工作台余量负荷 | 100 kg | |
| 主轴 | 主轴转速 | 6000 - 60000 min-1 |
| 马达功率 | 1.6 kW/37920 min-1 | |
| zui大进给速率 | X、Y:15 m/min Z:10 m/min | |
| 编程分辨率 | X 轴、Y 轴、Z 轴:0.010 mm | |
| 数控系统 | FANUC 系列 30i-MODEL A | |
| 机床尺寸 | 2100 mm × 2450 mm × 2150 mm | |
| 机器重量 | 5000 kg | |
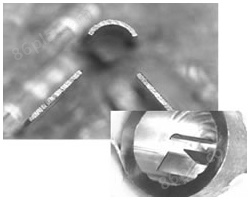
连续微型钻孔
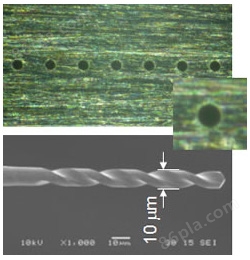
材料:SUS310
孔直径:φ0.01,0.08 贯穿深度
刀:碳化钨钻孔 φ0.01 x 0.1
LED 透镜模具
材料:STAVAX® 52HRC
刀:cBN R0.5 滚珠端铣
刀旋转速度:60000 min-1
(STAVAX® 是 Bohler Uddeholm AG 的注册商标)
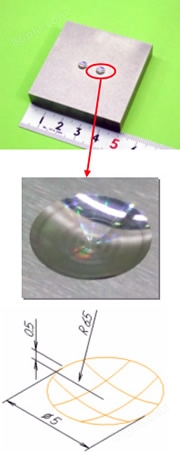
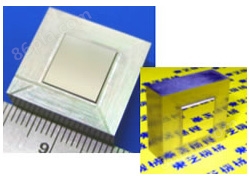
LED 透镜阵列模具
材料:STAVAX® 52HRC
形状:球面,φ孔径 4,深度 2
刀:cBN R0.5 滚珠端铣
表面粗糙度:0.032 μm Ra
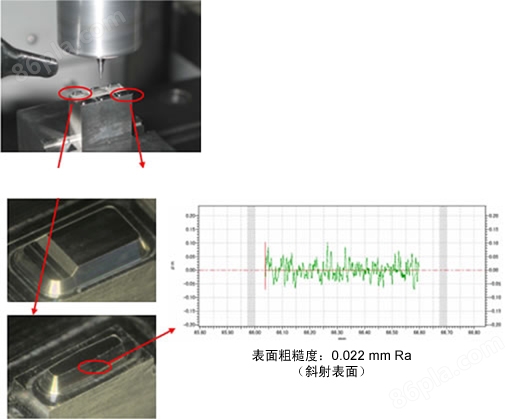
LED 封装反射镜模具
材料:STAVAX® 52HRC
刀:cBN φ0.5 牛鼻端铣
表面粗糙度:0.022 μm Ra
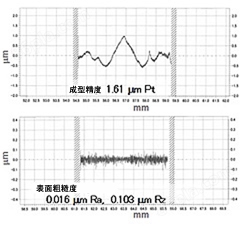
平面
材料:SKD61 52HRC
刀:cBN φ0.5 牛鼻端铣
刀旋转速度:60000 min-1
加工时间:2 小时
表面粗糙度:0.004 μm Ra
自由形状表面 (2.5D)
材料:DC53 60HRC
刀:cBN R0.5 滚珠端铣
刀旋转速度:60000 min-1
加工时间:8 小时
表面粗糙度:0.008 μm Ra
自由形状表面 (3D)

材料:DC53 60HRC
刀:cBN R0.5 滚珠端铣
刀旋转速度:60000 min-1
表面粗糙度(加工时间):
0.015 μm Ra(20 小时)
0.020 μm Ra(5 小时)
通过刨床加工抛光镜面
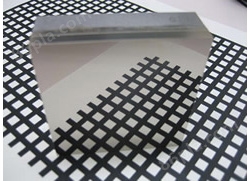
材料:STAVAX® 上镀 Ni-P
刀:单结晶金刚石刀
端部 R10
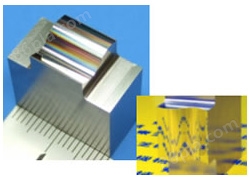
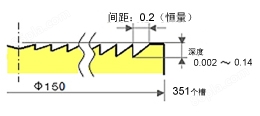
菲涅耳透镜模具
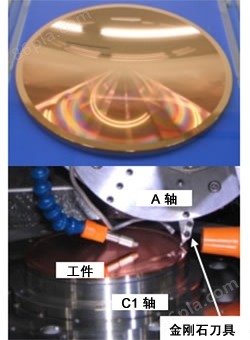
材料:镀铜
刀:单晶金刚刀
工作旋转速度:400 min-1
加工时间:62 分钟
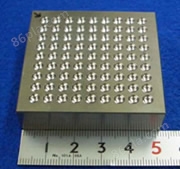
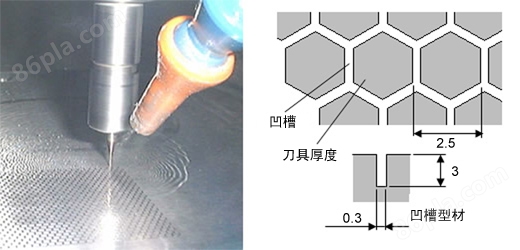
用刀开槽
材料:SUS630 40HRC
刀:碳化钨 φ0.3 扁平端铣
加工时间:每个元件 5 分钟
总共 120 小时
刀寿命:120 小时(刀加工了 1440 个元件)
用一个刀连续加工

壳腔
材料:CENA1® 40HRC
刀:碳化钨 R0.5 滚珠端铣
加工时间:55 分钟/一个型腔
刀寿命:用一个刀加工 36 个型腔
(CENA1® 是 Hitachi Metals, Ltd. 的注册商标。)
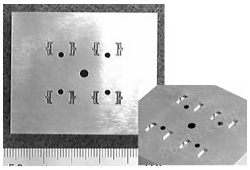
用一个小直径铣床进行高速钻孔

φ0.08 mm 0.4 mm 深 3452 通孔
材料:SUS410
刀:碳化钨 φ0.08 铣床
连续加工时间:138 小时
Cu-W 薄壁加工
壁厚 0.11 mm 高度 3 mm
材料:Cu-W
刀:碳化钨 φ0.7 扁平端铣
使用小直径端铣加工硬化钢
材料:SKD11 58HRC
刀:碳化钨 φ0.4 扁平端铣
用小直径端铣高速加工
材料:NAK80® 40HRC
(NAK80® 是 Daido Steel Co., Ltd. 的注册商标)
小直径端铣高速加工效果
| 机床 | 普通机床 (加工中心等) | 高速机床 UVM-450C | |
|---|---|---|---|
| 所用刀 | 粗加工 | R3 | R1 |
| 中精加工 | R3 + R1 | - | |
| 精加工 | R1 | R1 | |
| 加工时间 | 粗加工 | 5 分钟 | 25 分钟 |
| 中精加工 | 10 分钟 + 27 分钟 | - | |
| 精加工 | 80 分钟 | 45 分钟 | |
| 总加工时间 | 122 分钟 | 70 分钟 | |
| NC 程序数量 | 用于 R3/用于 R3+R1/用于 R1 总共 4 个 | 用于 R1/-/用于 R1 总共 2 个 | |
| 粗加工后的表面状态 (取消中精加工的原因) |
由于使用 R3 滚珠端铣加工,因此表面比较粗糙 |
由于使用 R1 滚珠端铣加工,因此表面精细 | |
注塑成形 A4 Note PC 型腔

上盖型腔
材料:NAK55®
(NAK55® 是 Daido Steel Co., Ltd. 的注册商标)
刀:碳化钨滚珠端铣
加工条件:(粗加工/R1.5)
刀旋转速度:30000 min-1
进给速率:6000 mm/min
切削深度(Z 轴): 0.5
| 机床 | 20000 min-1 主轴 (滚珠/滚柱轴承主轴) | 高速机床 UVM-450C (空气静力轴承主轴) | |
|---|---|---|---|
| 刀 | 粗 加工 | R10、R5、R3 | R1.5 |
| 精加工 | R3、R1.5 (嵌边)R1、R0.5 | R1.5 (嵌边)R1、R0.5 | |
| 加工时间 | 粗 加工 | 10 小时 | 4.5 小时 |
| 精加工 | 16 小时 | 4 小时 | |
| 运行成本 | 6 种类型,10 件 刀成本 12 万日元 包括刀架 30 万日元以上 | 3 种类型,4 件(R1.5 为 2 件) 刀成本 25 万日元 | |
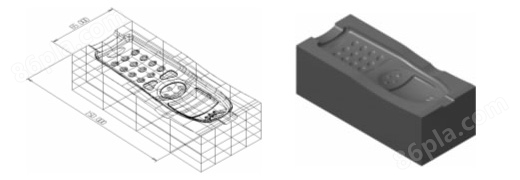
用于注塑成型的壳模具

材料:SKD61 (H13)
客户 A 传统工艺:工艺所需天数 => 超过 1 周
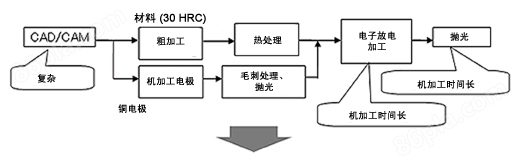
用高速机床改进工艺:工艺所需天数 => 2 天