
品牌
生产厂家厂商性质
宁波市所在地
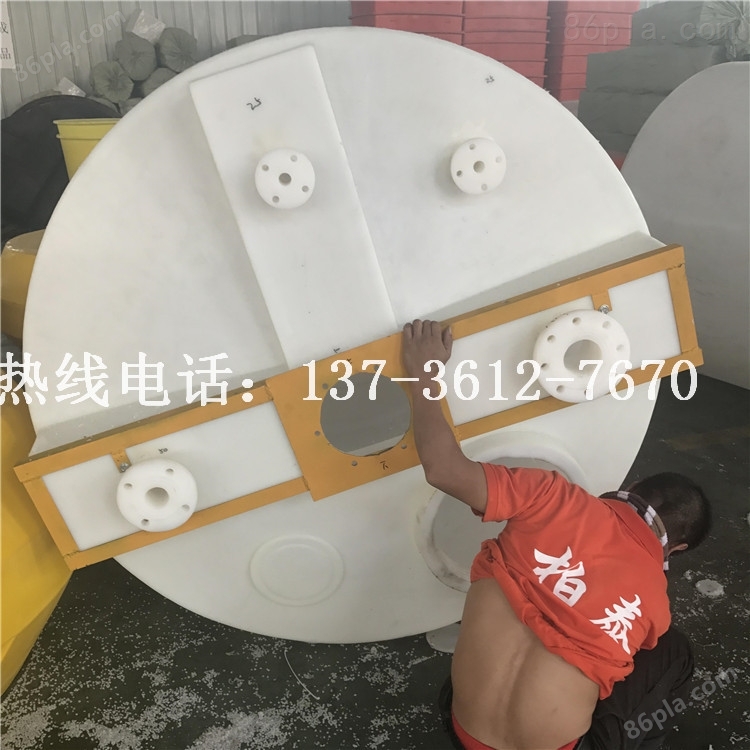
黄石3吨洗涤剂配桶腐搅拌桶顶部可加装搅拌和计量泵,方便液搅拌和计量。实用于水理净化设备配套、环保、水软化系统、加系统等行业的加和软化。箱可选配件有,搅拌机和计量泵,搅拌机功率从0.18KW到22KW等。加箱,计量箱,箱,软化水箱,反应箱产品殊设计请提前告知。

柏泰塑业:塑料中空容器成型工艺简介
黄石3吨洗涤剂配桶腐搅拌桶成型工艺
塑料成型工艺主要包括注塑、挤塑、吹塑、滚塑等成型工艺,其中用于中空容器制造的成型工艺主要有以下三种。

注射吹制膜塑法:在所有的塑料加工成型方法中,注塑成型仍是塑料加工的zui主要方法之一。它是用注射机的螺杆或柱塞使筒内的熔料,经注射机喷嘴,模具的浇注系统,注入闭合模具内而固化成型的。目前,各的注射机制造公司间的竞争主要是围绕改善注射机的技术参数和开发功能性注射,尤其在采用或开发更的液压技术、微机控制技术和检测技术方面作了大量的工作,使注射机达到高效、高速、精密、节能、低噪音和高自动化水平。

挤出吹制膜塑法:它是将挤出机挤出的的熔融塑料毛坯,置于模具内,借气体压力使闭合在模具中的热型坯吹胀成为中空制品,或管型坯模吹胀成管膜的一种方法。此方法主要用于成型空心塑件。该方法主要用于各种包装容器和管式膜的制造。凡是熔融指数为0.04~1.12的都是比较良的中空吹塑材料,如聚乙烯、聚氯乙烯、聚丙烯、聚苯乙烯、热塑性聚酯、聚碳酸酯、聚酰胺、醋酸纤维素和聚缩醛树脂等,其中以聚乙烯应用得zui多。随着中空塑料制品在工业域的应用愈来愈广泛, 中空吹塑成型设备的要求也就越高。出现许多新的技术和新的工艺如:多层成型、多种材料组合成型、三维形状复杂制品成型等新技术相继开发成功并已投入批量生产;计算机控制技术在中空成型设备中得到了广泛的应用,可以采用计算机软件测品壁厚,用计算机控制多种原料共挤出或先后挤出过程,这些控制技术的应用,提高了中空成型工艺水平;中空成型设备的更新换代,在大型制品成型方面具有较强的竞争力。
旋转成型法:又称旋转成型、旋转浇铸成型。一种热塑性塑料中空成型方法,类似于旋转铸塑的一种成型方法,不同的是其所用的物料不是液体,而是烧结性干粉料。即先将粉状或糊状物料注入模内,通过对模具的加热和纵横向的滚动旋转,使物料借自身重力作用和离心力作用均匀地布满模具内腔并且熔融,待冷却后脱模而得中空制品。滚塑使用的有聚乙烯、改性聚苯乙烯、聚酰胺、聚碳酸酯和纤维素塑料等。zui初主要用于聚氯乙烯糊塑料生产玩具、皮球、瓶罐等小型制品,近来在大型制品上也有较多应用,所用树脂已有聚酰胺、聚乙烯、改性聚苯乙烯聚碳酸酯等。滚塑成型工艺已成为欧洲塑料加工业中发展zui快的一种工艺。日本的一家公司,应用滚塑机和殊的工艺开发多层的大型油罐,这是滚塑制品生产域中的一项技术突破。
塑料中空容器成型工艺点
注塑工艺
点:1)成型周期短;2)一套模具可生产大批量注塑制品;3)生产劳动强度低,一个操作工常可管理两台或多台注塑机,别是当成型件可以自动卸料时还可管理更多台机器;4)易于全自动化和实现程序控制,成型过程的合模、加料、塑化、注射、开模和脱模等全部成型过程均由注塑的动作完成;5)可成型形状复杂,表面图案与标记清晰的塑件;6)通过共注可成型多于一种以上的材料,可有效地成型表皮硬而心部发泡的材料,可以成型热固性塑料和纤维增强塑料;7)可以得到精度很高的制品,由于成型可采用精密的模具和精密的液压系统,加之使用微机控制;8)生产效率高,一套模具可包含数十个甚*百个型腔,一次成型即可成型数十个甚*百个塑件;9)注塑成型时对原料的浪费很少,成型塑件仅需少量修整即可使用,在成型过程中产生的废料可以重复利用。
缺点:1)模具的设计、制造和试模的周期很长,投产较慢,而注塑成型的关键器具是模具;2)由于冷却条件的限制,因此对于厚壁且变化又大的塑件的成型较困难;3)注塑机和注塑模的造价都比较高,启动投资大,不适合小批量塑件的生产;4)由于经济上的原因,只适宜于生产小尺寸的容器。
吹塑工艺
点:1)生产效率高;2)可以对制品进行理和加工;3)模具成本低;4)机械设备的选择面宽。
缺点:1)边角料比较多,应考虑回收利用;2)要用手工进行表面修整和尾部加工;3)壁厚不均匀。
滚塑工艺
点:1)模具加工制造十分方便,制造周期短、成本低;2)滚塑更适于模塑大型及大型制件;3)滚塑成型工艺较之其他成型方法有的机动性;4)滚塑还适于成型各种复杂形状的中空制件;5)产品几乎内应力,不易发生变形,凹陷等缺点;6)节约原材料。
缺点:1)原料费用相对较高;2)适合于滚塑的原料有限;3)生产效率低,能耗较大;4)生产劳动强度大;5)难以成型实心制品;6)制品尺寸精度较差
滚塑成型工艺 生产过程
在进行滚塑制作工艺之前,需要准备好一些质量的模子,并将其放置在一台塑造机器上,这台铸造机器内还分别设有制热和制冷的两个装置。在安置妥当之后,先把几块模具放在机器上面。然后,在每个模具内放入早期规则型塑料树脂,再将模具从垂直和水平的 两个角度慢慢地旋转放至烤箱中。融化了的树脂将炙热的模具和外层包装均匀紧密地粘合在一起。随后,再将模具放入制冷循环设备中,令模具在其中继续旋转直至 其每一部分的厚度均保持*。当模具被冷冻完毕之后,将其从机器上取下来。在整个制作过程中,模具转动的速度,加热和冷却的统统要经过严格的控制。
滚塑的主要势
1 模具加工制造十分方便,制造周期短、固定资产投资生产成本相对较低。大多数塑料成型加工工艺,在成型过程中,塑料及模具均于相当高的压力(压强)之下,比如应用为广泛的注塑、压缩、挤塑和吹塑等,因此应用这些成型工艺生产大型塑料制件时,不仅必须使用能够承受很大压力的模具,使模具变得笨重而复杂,而且塑料成型设备也必须设计、制造得十分牢固,模具的加工制造难度相应增大,成本增加。与此相反,由于滚塑成型工艺只要求机架的强度足以支承物料、模具及机架自身的重量,以及止物料泄漏的闭模力,因此即使滚塑大型及大型塑料制件,也需使用十分笨重的设备与模具。
2 滚塑适于模塑大型及大型制件。从理论上讲,用滚塑成型工艺成型的制件,在尺寸上几乎没有上限。而生产这样大的塑料容器,如采用注塑成型,不用十分昂贵而庞大的吹塑设备是不可能的。同等规格大小的产品,滚塑模具的成本约是吹塑、注塑模具成本的1/3到1/4,因此非常适合成型大型中空容器。
3 滚塑还适于成型各种复杂形状的中空制件。滚塑成型过程中,物料是逐渐涂覆、沉积到模具的内表面上的,制品对于模具型腔上的花纹等精细结构有很强的复制能力;同时由于模具在成型过程中不受外界的压力,可以直接采用精密浇铸等方法制取具有精细结构的、形状复杂的模具。
4 滚塑产品边缘强度好,滚塑可以实现产品厚度过5mm,*解决中空产品边缘较薄的问题。
5 滚塑可以安置各种镶嵌件。可以生产全封闭产品。
6 须调整模具,滚塑产品的壁厚可以自由调整(2mm以上)。