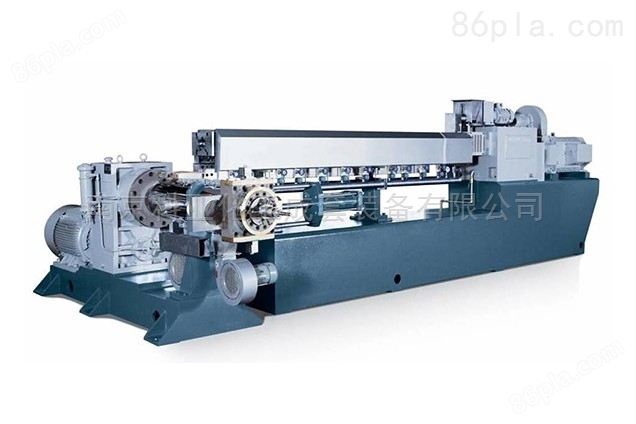
双阶式塑料挤出机优势:
一、螺杆装置适用性强。
它的主要装置是平同向行双螺杆挤出机机筒,螺杆采用积木式原理设计制造,根据加工物料体系与工艺配方要求其长径比以及双螺杆挤出机机筒结构、螺杆排列、换网结构、排气数量及位置、加料方式、电气控制方式等,双螺杆挤出机均可优化合理配置。实现多功能、塑料造粒机多用途来适应加工高分子材料。
二、强制型润滑装置,能够保证主机运行平稳可靠性强。
新型的减速分配传动系统,高扭矩设计,主要轴承采用进口件,双螺杆挤出机合理的浸油式润滑结合关键部位强制润滑装置,锥型双螺杆挤出机报价,及连锁保护装置,确保主机可靠平稳运行。
三、承载力比较大。
大型双螺杆挤出机充分利用有限的空间设计新式渐开线花键形式结构芯轴,保证大的承载能力,双螺杆挤出机实现高扭矩传送。
双阶式塑料挤出机正确操作:
1、预热升温:将总电源开关及各段电加热器电源开关合上,按工艺对各加热区(120度左右)进行参数设定,开始升温。
2、各段加热温度达到设定值后,继续恒温30~45分钟,(因为从筒体传温到螺杆需要一个过程,所以,还是需要较长的时间)同时进一步检验各段温控仪表和电磁阀工作的准确性。
3、用手盘动弹性联轴器,确定正常,双螺杆芯轴与传动箱的链接金属套要检查是否已经往传动箱方向滑动。如果滑过太多,很可能在高扭矩情况下,损坏芯轴根部的啮合端,一般针对部分国产双螺杆厂家。可准备启动主电机,闭合电源开关、辅助电源开关及启动按钮,进行主机转速设定,逐渐升高主螺杆转速,空转转速不高于40r/min,时间不超过两分钟。
4、主机空转若无异常,可按下喂料机启动按钮,调整喂料转速设定,以尽量低的转速开始喂料。待机头有物料排出后再缓慢地升高喂料螺杆转速和主螺杆转速,使喂料机与主机转速相匹配,调节时随时密切注意主机电流指示,使主机电流不超过额定电流,同时注意机组运转情况,若有异常,应及时停车处理。
5、为避免物料高剪切混炼过热,各段筒体配有软水循环冷却系统。开车启动阶段,冷却系统不需开,运转后,观察主机各段温升,视情况决定冷却系统的使用。