注塑机的变频调速节能应用
- 来源:
- 2013/6/19 11:39:10
- 4034
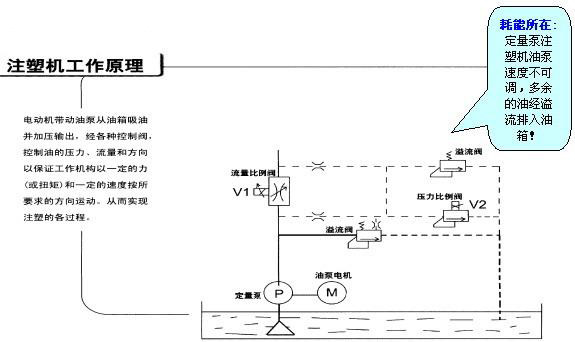
从50年代推出了螺杆式塑料注射成形机至今已有50多年的历史。目前在工程塑料加产业中,80%采用注射成型。塑料颗粒(ABS,聚乙烯,改型聚苯乙烯等)在注塑机料筒内进行多段加热器加热融蚀后,经螺杆搅拌增压后注射进模具腔内,保压冷却成形,完成一个工件的加工过程。对于塑料加工,注塑机完整的工艺流程为,合模—锁模—注射—保压—冷却—脱模—开模。其中保压和冷却,脱模和开模是同时进行的,即保压过程中,模具在通水冷却;在开模的过程中,模具内的脱模顶针由隐蔽处逐渐后伸出,使附注在模具上的工件脱落,开模到位后一个加工过程结束。不论大,中,小型注塑机,其工艺流程都是相同的。目前尽大多数的注塑机都是液压传动的注塑机,以上的工艺动作过程所需要的动力,均由液压系统中的油泵提供,油泵又有变量泵和定量泵之分。在注塑机工作时,一个工作周期中各个工序的负荷变化很大,液压系统所要求的流量和压力是不同的,生产油泵时已经考虑了这种变化,当液压系统需要的流量和压力变化时,油泵的供油量自动地增大或减小来与以适应,这种油泵就是变量泵,不需要再用变频器进行调速控制。广泛使用的另一种油泵是定量泵,它的供油量是恒定的,注塑机工作过程中流量和压力的变化是靠流量比例阀和压力阀来调节的,多余的油量经溢流阀流回油箱。这样,加剧了阀门和油泵的磨损,造成油温升高,电机噪声过大。另外,从注塑机的设计看,通常在设计时油泵都要留有余量,一般考虑10%~15%,但油泵的系列是有限的,往往选不到合适的油泵型号时就往上靠,存在严重的“大马拉小车”现象,造成电能的大量浪费。因此,对定量泵的注塑机进行变频调速改造,节约电能,进步经济效率具有重要的意义。
二、注塑机节能分析
根据注塑机的工艺过程,画出系统油压P与时间t的关系图如图一
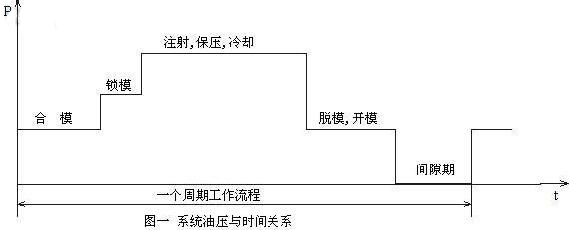
由图可见,合模和脱模,开模系统所需油压较低,且时间较短;而注射,保压,冷却系统所需油压较高,且时间较长,一般为一个工作周期的40%~60%,时间的是非与加工工件有关;间歇期更短,这也与加工工件的情况有关,有时可以不要间歇期。以上的图只是一种简单的近似表示,实际上,假如注射的螺杆用油马达驱动,注射时的系统油压会高一些。注塑机加工工件的重量,从数十克到数万克不等,zui大注塑机已到92000克。因此,注塑机就有中,小型和大型之分,加工数十克的小工件和加工数千克的大工件一个周期的时间也是不相同的;就是对同一台注塑机,加工工件的原料不同,各段工艺流程中所需的压力和时间也是变化的。这些工艺参数的设定,是由现场技术员根据经验数据和试验的情况制定的。
从图一可见,一个周期工作流程中,负载的变化导致系统压力变化比较大,但油泵仍在50Hz运行,其供油量是恒定不变的,多余的液压油经溢流阀流回油箱,做无用功,白白地浪费了电能。对油泵进行变频调速,将定量泵改变为类似变量泵的特性。系统所需压力较高时,油泵电机50Hz运行,所需压力较小时,变频器降频运行。电机输出的轴功率与油泵的出口压力和流量的乘积正比,油泵电机转速降低后,输出轴功率降低,就可以达到有效节能,一般节电率在20%~50%。
三、注塑机变频节能调速改造方案
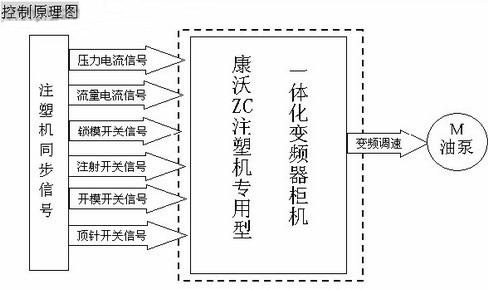
使用液压系统的注塑机,有立式和卧式之分。数十克的立式注塑机,油泵采用一个齿轮泵,电机的容量也较小,电器控制电路也较简单。改造时,将变频器接进电机的供电回路,再将流量比例阀的信号(0~1A),经变换为4~20mA或0~10号送到变频器的相应端口上,这样,随着加工过程的变化,液压油的流量也在变化。一般来说,取相对值变化较大的流量信号做控制信号较好,控制信号变化对变频器频率调节的范围大一些;而压力信号相对值变化较小,对变频器频率调节的范围小一些。假如变频器频率调节的范围不能满足工艺要求,可用变频器的功能“频率增益”来调整。假如使用康沃ZC或ZS系列注塑机变频器,频率增益的调节范围50%~200%。注塑机变频器就是在通用变频器的基础增加了0~1A信号转换环节,使用起来更方便些。
60克以上的都是卧式注塑机,60克~500克的注塑机,有的是一个油泵,也有的是二个油泵。一个油泵注塑机的改造和立式注塑机的改造是相同的。仍然是从流量比例阀取出0~1A的信号作为变频器的速度调节信号,固然速度调节信号是由液压回路元件反馈到变频器,但调节回路中没有给定信号,因此控制还是属于开环控制方式。也是由于节能的原因,大中型注塑机的油泵可能不止一个,如三菱850-MM,1300-MM,1800-MM,2000-MM注塑机均有三个油泵。对应注塑工艺流程,在合模阶段,所需的系统压力较低,这时只有1#油泵工作,到锁模阶段所需的系统压力较高时,2#油泵再投进工作,在注射阶段所需的压力zui高,三台油泵同时投进工作,脱模开模所需的压力较低,再分别停止3#,2#油泵工作。只要开机,1#油泵就一直运行。用三台小油泵按不同的工艺阶段中断工作,比用一台大泵一直在运行要节能。具有二个以上油泵的注塑机如何改造?这里以三菱1800-MM注塑机的改造为例加以说明。三菱1800-MM注塑机有三个45kW油泵电机,用一台变频器驱动1#油泵电机,变频器的调节信号取自注塑机流量比例阀,这样,此变频器的频率就随注塑机液压油的流量的改变而变化。另外二个油泵电机,可以分别用二台变频器驱动。不过这二台变频器对电机不进行调速,只作两位式的控制,即起动和停止。控制变频器的起动和停止信号,取自于原来该油泵电机的起动和停止信号。变频器的上限频率设定在50Hz以下,具体设定值与加工的工件尺寸,材料,料筒的温度等因素有关。假如变频器运行频率低于50Hz,就可以节能。实际上,注塑机设计时都留有余量,加工工件尺寸,材料的变化所需的油压也要随之变化。假如注射的压力过大而锁模力不足,会使工件出现飞边;若注射力不足,模具腔内塑料会注不满,工件报废;保压力不足时,工件中塑料比较厚的地方会出现收缩。本例二台变频器的运行频率为37Hz,注塑机的节能率达23%。
四、留意事项
1.变频器的选型
注塑机的油泵普遍使用的是叶片泵和柱塞泵,机械特性为恒转矩,选用具有恒转矩特性的变频器,V/F控制或矢量控制变频器均可,也可选用注塑机型。考虑到注塑工艺各阶段的时间有一定要求,变频器的加速和减速时间要短,一般为1秒,变频器的容量就要适当加大。根据经验,矢量控制变频器选大一档,V/F控制的变频器选得更大一些。为防止过载烧电机,调试变频器时,留意设定好电子热继电器功能。
留意:假如您用的是ZC或ZS注塑机型变频器,变频器在设计的时候就已经预留了余量和足够的过载能力,您只需选择相同功率的变频器就可以了。
2.备用系统
注塑机进行变频节能改造时,保存原有的工频起动回路作备用,这样一旦变频器有故障,还能用工频起动油泵电机继续运行。
3.变频器对注塑机数字仪表的干扰
现在注塑机上广泛使用是交-直-交变频器,其输出电流中含有谐波成分,可能会对注塑机产生干扰,zui易受干扰的是温度控制仪表,因此,在安装变频器时需要留意的是:
(1)变频器需加装输进和输出电抗器
(2)也为了避免相互造成干扰,引进变频的控制线要作屏蔽处理。信号采用4~20mA电流信号。
(3)变频器机壳要可靠接地。
(4)变频器安装在注塑机内部时,特别要关注透风散热。
4.电机转速降低后的温升
电机用变频器驱动后,温升会增加10%,电机速度又降低后,自带的风机转速变慢,散热效率减低,温升还会增加;但是,考虑到油泵是间歇工作的,温升也不会增加多少。在我们做过的注塑机改造中,有的在电机上加了恒速风机,有的也没加,加与不加恒速风机,根据电机工作时的温度来决定。
五、结束语
对注塑机进行变频调速,主要的目的在于节能。从小型,中型到大型注塑机都可以加装变频器进行节能改造。改造之初,涉及到节能效率的估算。注塑机节能主要与注塑工艺过程相关,做出一个正确的计算的困难的,一般来说,经过改造,一个油泵电机的注塑机节能在30%~50%之间,多个油泵电机的注塑机节能在15%~30%之间。另外,油泵速度的降低减少了机械的磨损,间接的经济效益也不可小视。
注塑机节能常见疑难解答
1、为什么注塑机变频器节电率能达30%~60%以上,它是怎样实现节电的?
答:因注塑机是一种典型的周期性变动负荷设备,一个完整的生产周期包括锁模、射胶、熔胶、冷却、开模等阶段,对于其液压系统来说,每个阶段对压力、流量的匹配各不一样,而油泵电机的功率是根据其运行过程中zui大负荷配备,但是,注塑机一个生产周期中只有高压锁模与熔炉胶段电机负荷较大,其它工作阶段电机负荷一般较小,特别冷却过程其负荷几乎为零。注塑机的整个工作过程中油泵电机的电能损耗严重,电能利用率只有30%~70%,因此,其节电空间比较大。针对注塑机开发的变频器以注塑机的流量与压力信号作为本身的控制信号,实现软起动和无级调速,从而达到电机的输出功率与其负荷相匹配,与注塑机整个工艺*吻合,在不影响生产效率的条件下实现节能,节电率可达30%~60%以上。
2、变频器安装是否对生产造成影响?怎样确定节电效果?
答:整个安装过程只要几十分钟,而且变频器安装勿须改变注塑机原有电路,操纵简单,对原来的生产过程无任何影响;变频器安装调试完毕且注塑机运行正常后就可以开始节电效果测试,首先把变频器切换为非节电运行状态,记录测试起止时间及测试开始、结束时电度表的读数,算出非节电状态下油泵电机每小时耗电量,然后切换为节电运行状态,以同样的方式记录注塑机相同条件下的用电量,算出节电状态下油泵电机每小时的耗电量,再根据公式:节电率=[(非节电状态用电量-节电状态用电量)÷非节电状态用电量]×100%求出节电率。因此,装上变频器后,可以马上测试出节电率,确定节电效果,可以实实在在地知道每小时节约多少度电,降低了多少生产本钱。
3、节电过程中电机频繁的启动对电机是否有影响?
答:无任何不良影响!CVF-ZC变频器是注塑机的节电设备,其软件中设计了电动机的“S”型启动曲线,21种V/F转矩提升方式,以及在运行过程中实现无级调速,此外有0.2秒~3200秒宽度可调加速时间选择,可根据不同功率的电机选择适当的加速时间,因而避免了电动机直接启动时的大冲击电流。实在,在变频器控制下的电动机的任何启动过程实际是一种无电流冲击的“软起动”过程。另外变频器对电动机还包含有多种保护功能,比如:过流、过压、过载、欠压、过热、CPU保护功能等等。因此,即使是电动机频繁的启动、停止,对电动机本身无任何不良影响。
版权与免责声明:凡本网注明“来源:塑料机械网”的所有作品,均为浙江兴旺宝明通网络有限公司-塑料机械网合法拥有版
展开全部 留言
留言