关于PBT,你真的都了解吗?
- 来源:
- 2017/8/2 11:42:36
- 15621
PBT是什么?

聚对苯二甲酸二丁酯(PBT)
聚对苯二甲酸二丁酯(Polybutyleneterephathalate),系以对苯二甲酸二甲酯(DMT)与1,4丁二醇(1,4-Butanediol)聚合而成的一种结晶性热可塑性工程塑料。
其化学结构式如下:

PBT在1970年代初期由美国Celanese公司研究成功,并以Celanex商品名上市,随后世界厂商德国BASF、Bayer、美国GE、Ticona,日本Toray、三菱化学,中国台湾新光合纤、长春人造树脂、南亚塑料等公司先后投入生产行列,生产厂商共计三十余家。
PBT又可称为热塑性聚酯塑料,为适用于不同加工业者使用,一般多少会加入添加剂,或与其它塑料掺混,随着添加物比例不同,可制造不同规格的产品。由于PBT具有耐热性、耐候性、耐药品性、电气特性佳、吸水性小、光泽良好,广泛应用于电子电器、汽车零件、机械、家用品等,而PBT产品又与ABS、PC、POM、PA等共称为五大泛用工程塑料。
PBT主要化学和物理特性
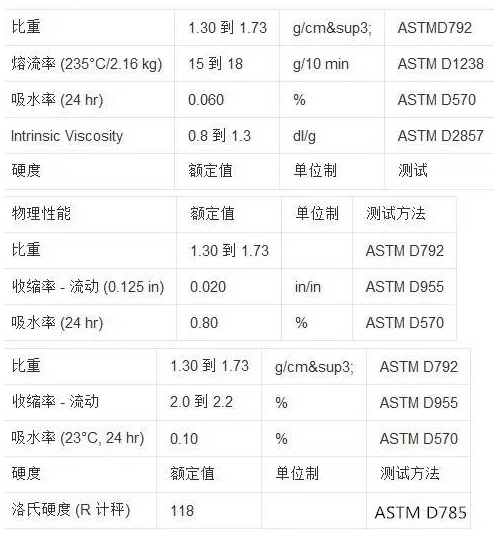
PBT是zui坚韧的工程热塑材料之一,它是半结晶材料,有非常好的化学稳定性、机械强度、电绝缘特性和热稳定性。熔点(225℃)和高温变形温度都比PET材料要低。维卡软化温度大约为170℃。玻璃化转换温度(glasstrasitiotemperature)在22℃到43℃之间。由于PBT的结晶速度很高,因此它的粘性很低,塑件加工的周期时间较短。
PBT吸湿特性很弱。非增强型PBT的拉伸强度为50MPa,玻纤增强的PBT拉伸强度为170MPa。PBT结晶很迅速,因此在注塑成型过程中容易因冷却不均匀而造成制件弯曲变形。一般PBT材料收缩率在1.5%-2.8%之间。含30%玻纤增强的PBT材料收缩0.3%-1.6%之间。
产能分布
据不*统计,PBT产能约200万吨,其中有超过一半的产能是在国内,下面是各厂商的产能情况。
表1PBT国外及中国台湾产能分布
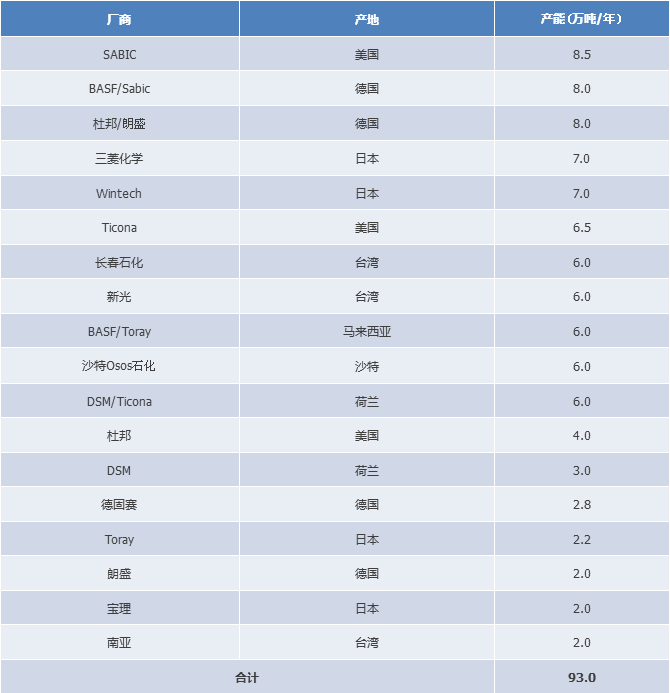
表2PBT国内产能分布

说明:国内的厂商绝大部分都是采用德国吉玛的生产技术,故所生产的PBT品质与国外厂商相差不大。
PBT主要应用领域
1、汽车行业
在汽车产业所消费PBT中有一半的PBT是与PC形成PBT/PC合金,可作为汽车保险杆。此外PBT亦可用于车窗马达外壳、机车马达零件、汽车传动器齿轮盒、散热器格窗、车身嵌板、车轮盖、门窗部件等。
2、电子电器
连接器是信号间的桥梁,是传递电子讯号及电源连接所*组件,
PBT均衡的物性与价格正符合连接器的需要。PBT通常添加30%玻璃纤维掺混作为连接器,PBT因机械性质、耐溶剂性、成形加工性佳且价格低而广泛被采用。PBT在电子产品中的第二大用途用作散热风扇,散热风扇是置于机器内长时间旋转以帮助散热,对塑料物性要求有耐热、难燃、绝缘性及机械强度,PBT通常以加30%玻纤改性后用作散热风扇之外框及扇叶。
3、电气工业
PBT的第三用途是作为变压器、继电器内的绕线轴,一般以PBT加30%玻纤增强后进行注塑成型。绕线轴的物性要求包括绝缘性、耐热性、耐焊钖性、流动性、强度等,适用材料有酚醛树脂、PBT、PA6、PET。酚醛树脂的性质都不错,但其成型性不及PBT,因此尺寸小,形状复杂的产品都采用PBT树脂。
4、其它用途
PBT材料的它用途,如加15%玻纤的PBT材料用作节能灯的底座及外壳,以PBT/PC合金作为溜冰鞋鞋底,其它如继电器外壳、插座、开关、调谐器外壳、食品加工刀片、真空吸尘器元件、电风扇、头发干燥机壳体、咖啡器皿等
PBT材料注塑成型工艺简介
1、干燥处理:
PBT材料在高温下易水解,因此加工前必须进行干燥处理。
建议在空气中的干燥条件为120℃,6-8小时,或者150℃下干燥2-4小时。PBT材料湿度必须小于0.03%。
2、熔化温度:
225~275℃,建议温度:250℃。
3、注射压力:
中等(zui大到1500bar)。
注射速度:应使用尽可能快的注射速度(因为PBT的凝固很快)。
4、模具温度:
对于未增强型的材料为40~60℃。要很好地设计模具的冷却腔道以减小塑件的弯曲。热量的散失一定要快而均匀。建议模具冷却腔道的直径为12mm。
5、流道:
建议使用圆形流道以增加压力的传递(经验公式:流道直径=塑件厚度+1.5mm)。
6、浇口:
可以使用各种型式的浇口。也可以使用热流道,但要注意防止材料的渗漏和降解。浇口直径应该在0.8t到1.0t之间(t指塑料制件厚度)。如果使用潜入式浇口,建议zui小直径为0.75mm。
版权与免责声明:凡本网注明“来源:塑料机械网”的所有作品,均为浙江兴旺宝明通网络有限公司-塑料机械网合法拥有版
展开全部
 留言
留言