拉条拉多长才合适?以下步骤帮您算出科学的水浴长度!
时间:2023-12-13 阅读:8263
在拉条造粒中,确定水浴应该有多长可能是初始系统设计中更容易被忽视的问题之一。
对于很多不够专业的工厂而言,水浴的长度通常最终不是由理论方法或实践经验决定的,而是由生产车间剩余的空间大小决定的。如果水浴太短,这可能会导致切粒的问题,如果水浴太长,则会造成空间浪费。
一些加工商很幸运,之前有经验可以让他们知道新水浴应该持续多长时间。其他人应该考虑使用基于非稳态传热方程的理论方法来得出水浴的理论长度。
多年来,许多挤出工艺专家已经探索了这些理论方法。这篇文章的目的是提供一个捷径,让您大致了解水浴应该持续多长时间。

首先,您需要知道您的生产线速度。完成后,您需要找到如图1中所示的海斯勒图。不同的挤压形状有不同的海斯勒图,因此请确保选择正确的海斯勒图。这些海斯勒图表很容易通过谷歌搜索获得。
图1是圆柱体的 Heisler 图,为您的计算选择正确的图很重要,这一个可用于拉条造粒。
、
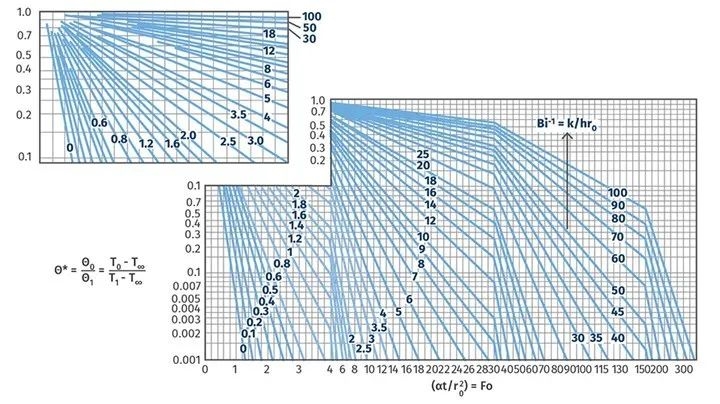
这些蓝线都是您要冷却的物体的逆毕奥数(用于传热计算的无量纲量)。要获得您的水浴应该持续多长时间的大致数字,请关注标有0的蓝线。为什么?因为聚合物通常是不良的导热体,股线很细,而且你有稳定的水流通过你的水浴。
如果其中一种情况不适用,您将必须找到水浴的水力直径;用于冷却料条的水的雷诺数、普朗特数和努塞尔数以及对流传热系数来确定要使用的正确线路。如果这听起来很可怕,只需参考标有0的蓝线即可。
二
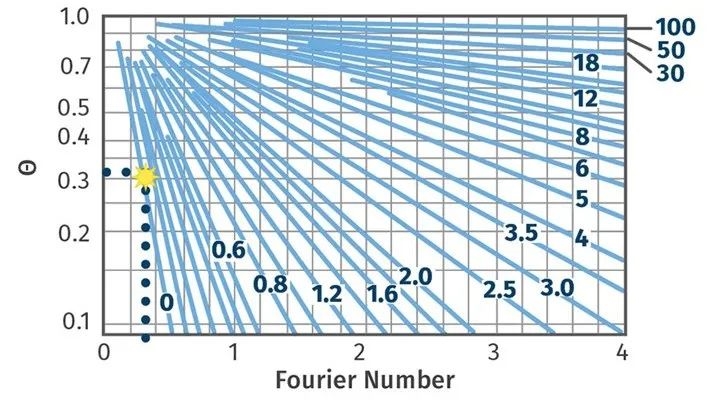
然后我们计算接近温度Θ*。这基本上是您的塑料从模头出来的温度与您希望塑料在被切成颗粒之前的温度之比。
如果您需要关于所需塑料温度应该是多少的指导,您可以在网上搜索您感兴趣的聚合物的“软化点”,然后从中减去20°F。对于聚丙烯,已发现192F的效果很好,但所需温度取决于特定的聚合物和造粒机能力。例如:
Θ*= (T plastic, desired–T water)/(T plastic, initial –T water)=(192℉–78℉)/(420℉–78℉) = 0.31
现在有了蓝线编号0和接近温度,我们可以从海斯勒图表中确定傅里叶数。您将接近温度Θ*放在左侧,然后向右移动,直到您碰到代表毕奥逆数的蓝线。如图2所示,傅立叶数约为0.32。
、
三
有了傅里叶数,我们现在可以计算出塑料线达到所需温度所需的时间。我在这个例子中使用了PP,我试图冷却的PP料条的半径为0.00239m(这是我从我的模孔直径得到的)。
α=PP的热扩散系数=9.6x10-8m2/sec
t=(F0×r02)/α=(0.32x0.00239m2)/(9.6×10-8m2/s) =18.77秒
既然我们知道了在水浴中所需的时间,我们就可以使用之前计算出的线速度来计算预测的水浴长度。
L水浴=t×线速度=18.77秒×2.500英尺/秒=47英尺
如果您计算出的水浴比您设施中的空间长,您可以尝试以下操作:
• 如果您的冷却水温度高于72℉,则购买或租用冷却器以降低进水温度。
• 使用喷淋棒,利用蒸发冷却来进一步冷却料条。
• 调整水浴辊设置以在水浴中沿长度或高度多次通过。
• 使用多个水浴而不是一个水浴。
请记住,这是一种让您大致了解水浴时间的方法。为了全面披露,使用这种技术有一些缺点,因为它忽略了这些因素的影响:
• 拉条的数量;
• 结晶聚合物从熔融态转变为固态时的熔化热;
• 常数值(即聚合物的热容量)随着温度的变化而变化;
• 料条离开并重新进入水槽的次数;
• 添加剂或填料的使用及其对物理特性的影响。
此外当一根塑料线进入水浴时,它会加热它周围的水或形成一个蒸汽夹套。这导致水浴实际上是试图在冷却料条之前冷却热水层,这会延迟水浴的冷却效果。在没有任何湍流的情况下,您基本上只能尝试用温水冷却热塑料线——这是一种次优的冷却情况。

最后的最后,验证您要冷却的塑料的热物理特性是极有必要的,否则当您的塑料不像教科书或技术文章告诉您的那样表现时,您可能会感到不愉快。