品牌
生产厂家厂商性质
青岛市所在地
因该产品规格较多,型号·价格及详细参数请咨询!(机型可定制)
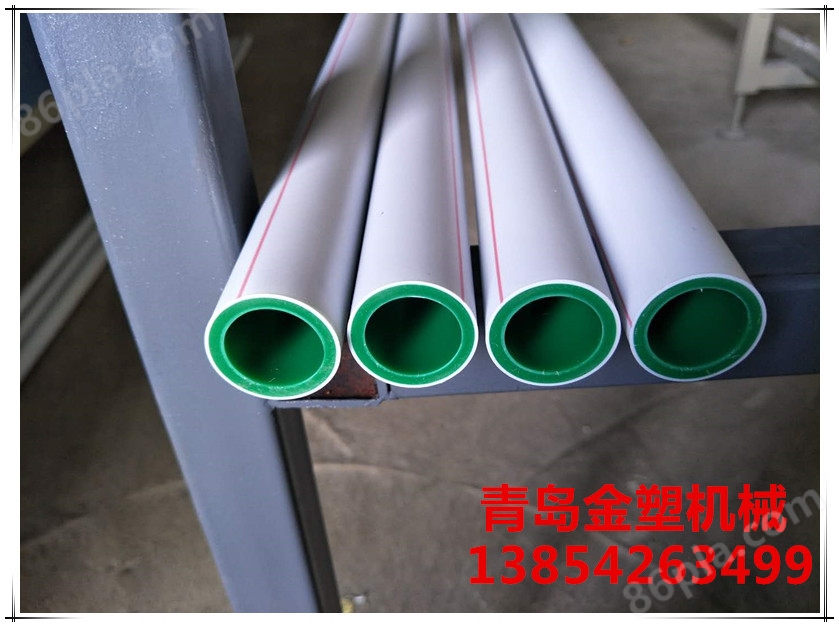
PPR冷热水管生产线主要由控制系统、挤出机、模头、定径系统、牵引切割装置、打印机、翻料架或收卷机等组成。机头模具为螺旋分流式机头,可配静态混炼系统,料层彼此充分叠加,内部压力分布更均匀。生产线采用特殊的真空定径和喷淋冷却系统:真空定径箱为两段式,完善的水温、水位以及流量控制,确保生产高质量的管材。
PPR管材生产过程中遇到问题如何解决
1、管子表面有焦迹可能原因是机身或机头温度过高;机头和过滤器没清洗干净;粒料中有杂质;原料热稳定性差或热稳定剂量过少;控制温度仪表失灵。
2、管材表面有黑色条纹可能原因机头温度过高,过滤器没清洗干净。
3、管材表面无光泽可能是口模温度过低或过高。
4、管材表面有皱纹可能是口模四周温度不均匀;冷却水太热;牵引太慢。
5、管材内壁毛糙可能是芯棒温度偏低;机身温度过低;螺杆温度过高。
6、管材内壁有裂纹可能是料有杂质;芯棒温度过低;机身温度低;牵引速度过快。
7、管内壁有凹凸不平可能螺杆温度过高;螺杆转速太快。
8、管内壁有气泡可能料受潮了。
9、管壁厚度不均可能口模,芯模没有对正;机头温度不均匀;牵引不稳定;压缩空气不稳定。
10、管材弯曲可能管材壁厚不均;机头四周温度不均匀;机头冷却槽,牵引切割中心没有对正;冷却槽两端孔不同心。
11、制品发脆可能机身塑化程度不够;螺杆转速太快;机头温度太低;树脂粘度过高。
12、管材纵向或横向收缩大可能定径套与口模内径的径向差大(横向);牵引速度偏高(纵向)。
13、突然出料慢可能螺杆加料段温度高;机身进水;机头溶体压力小。