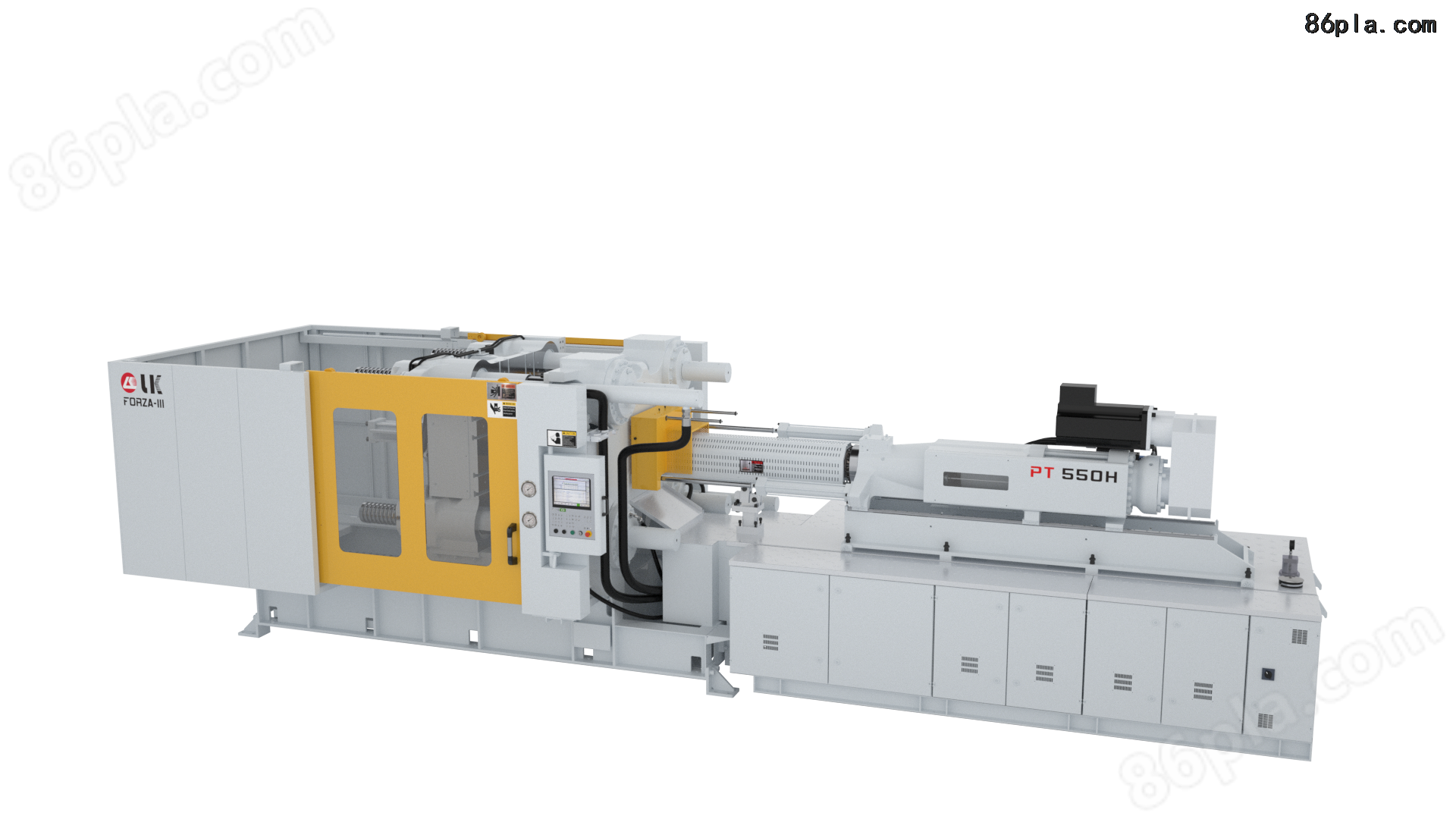
多功能两板注塑机简介:
先进的单缸射胶系统,优化场地利用率的两板式设计,节能表现优异的伺服控制系统,更大的容模量,更大开模力,更长的开模行程,在处理内饰件和特殊工艺的新生产技术方面有优异的表现,被广泛应用干汽配、内饰件、家电、物流、包装、高铁、管件等众多领域的塑料制品生产,尤其适合深腔及低压注射成型工艺制品的生产。
多功能两板注塑机注意事项:
1、开机前必须进行注塑机及辅机的各项点检工作,确保设备属于正常状态(按L1设备运行记录要求),如果发现存在什么问题,应该及时通知检修人员。
2、打开注塑机电源,模温机电源,一般模温设定为80℃,干燥机电源(原料需要80℃干燥4h),冷水机电源,排风扇等电源,开启注塑机油泵马达 螺杆开始升温。
3、用擦油纸擦试模具分型面,导柱,导套,滑块,型腔,斜导柱上面的油污,将润滑脂涂于导柱,导套,滑块,斜导柱表面,防止模具在长时间工作中磨损。
4、确认模具状况,检查是否有损伤,油路是否畅通,各管路连接处是否连接到位,是否有漏油现象。
5、各项温度达到要求开始排料,将下料口挡板打开,按下注塑机操作面板自动清料键,清料2-3次即可,清料完成后将喷嘴及模具唧嘴余料清理干净。
6、开始生产前首先做2-3模带端子的,之后可放绕线轴生产,生产5-10后做首检,首检标准见QI。
7、禁止用金属硬物碰触模具,防止摸具损坏。
8、在生产当中需配戴手套产品取,防止汤伤。
9、当设备正常运转时不得随意接触设备活动位置,以免发生危险。
10、作业员在操作设备时,不能随意更改注塑工艺参数,产品出现品质问题及时上报班组长。
11、停机十分钟以上必须将料筒内物料排空,并将螺杆置于保温状态。
12、在生产过程中唧嘴 喷嘴及喷嘴上方的排气孔部位容易出现漏料堆料的情况,注意经常观察,及时清理。
13、操作过程中要随时注意温度,压力的变化,如发现异常情况,应停机,关闭电源由机修员进行修理,恢复后在进行使用。
14、在自检中若有疑问或发现产品与样件有差异时应中止生产,及时报告检验员或班组长。
15、在生产过程中要经常检查干燥器料桶内塑胶原料量,低于1∕2时及时加料,加料前检查原料中有无异物及杂质。
16、停机时将下料口挡板关闭,炮筒内物料排空,关闭 炮筒加热 注塑机马达 模温机 干燥机(根据需要) 注塑机 排风扇等电源。
17、生产结束时将设备周围及内部料头 料立打扫干净。
18、避免在模具打开时,用射台撞击定模,以免定模脱落。
19、不得随意拆卸,更改,捆死各安全保护装置。
20、维修人员修机时操作者不准脱岗。