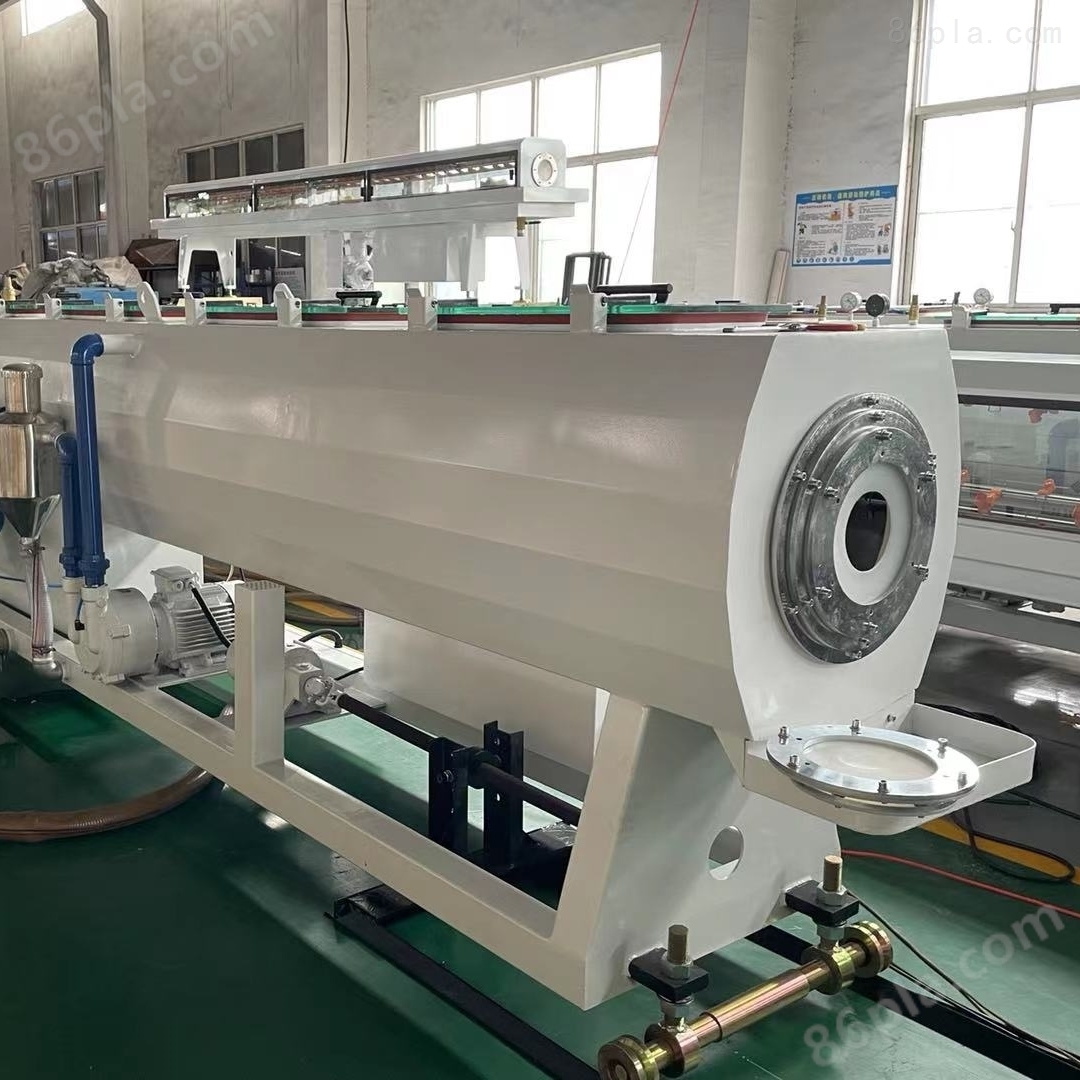
PE20-63盘管生产线特点:
1,主机采用单螺杆高效挤出机,螺杆直径90,长径比33:1,
特殊的螺杆结构,塑化质量好挤出管材内外壁光亮。
2,整套机头模具可生产50-250范围内的管材,更换不同规格的
模具即可生产不同规格的管材,模具材质锡青铜。
3,全套生产线辅机包括:真空定径水箱,喷淋水箱,印字机,牵引机,切割机,卸管台。
根据多年的管材生产和操作经验,我司的设备在不断的改进升级,管材生产线选择华德正确的选择
PE20-63盘管生产线停车注意事项:
1.停止加料,将挤出机内的塑料挤光,露出螺杆时,关闭机筒和机头电源,停止加热。
2.关闭挤出机及辅机电源,使螺杆和辅机停止运转。
3.打开机头联接法兰,拆卸机头。清理多孔板及机头的各个部件。清理时为防止损坏机头内表面,机头内的残余料应用钢律、钢片进行清理,然后用砂纸将粘附在机头内的塑料磨除,并打光,涂上机油或硅油防锈。
4.螺杆、机筒的清理,拆下机头后,重新启动主机,加停车料(或破碎料),清洗螺杆、机筒,此时螺杆选用低速(sr/min左右)以减少磨损。待停车料碾成粉状*挤出后,可用压缩空气从加料口,排气口反复吹出残留粒料和粉料,直至机筒内确实无残存料后,降螺杆转速至零,停止挤出机,关闭总电源及冷水总阀门。
5.挤出时应注意的安全项目有:电、热、机械的转动和笨重部件的装卸等。PVC排水管挤出机车间必须备有起吊设备,装拆机头、螺杆等笨重部件,以确保安全生产。