PE小口径螺旋管生产线简介:
(1)原料混合:是将PVC稳定剂、增塑剂、抗氧化剂等其它辅料,按比例、工艺先后加入高速混合机内,经物料与机械自摩擦使物料升温至设定工艺温度,然后经冷混机将物料降至40-50度;这样就可以加入到挤出机的料斗。
(2)挤出机部分:本机装有定量加料装置,使挤出量与加料量能够匹配,确保制品稳定挤出。由于锥形螺杆的特点,加料段具有较大的直径,对物料的传热面积和剪切速度比较大,有利于物料的塑化,计量段螺杆直径小,减少了传热面积和对熔体的剪切速度,使熔体能在较低的温度下挤出。螺杆在机筒内旋转时,将PVC混合料塑化后推向机头,从而达到压实、熔融、混炼均化;并实现排气、脱水之目的。加料装置及螺杆驱动装置采用变频调速,可实现同步调速(3)、挤出模头部分:经压实、熔融、混炼均化的PVC,有后续物料经螺杆推向模头,挤出模头是管材成型的关建部件。
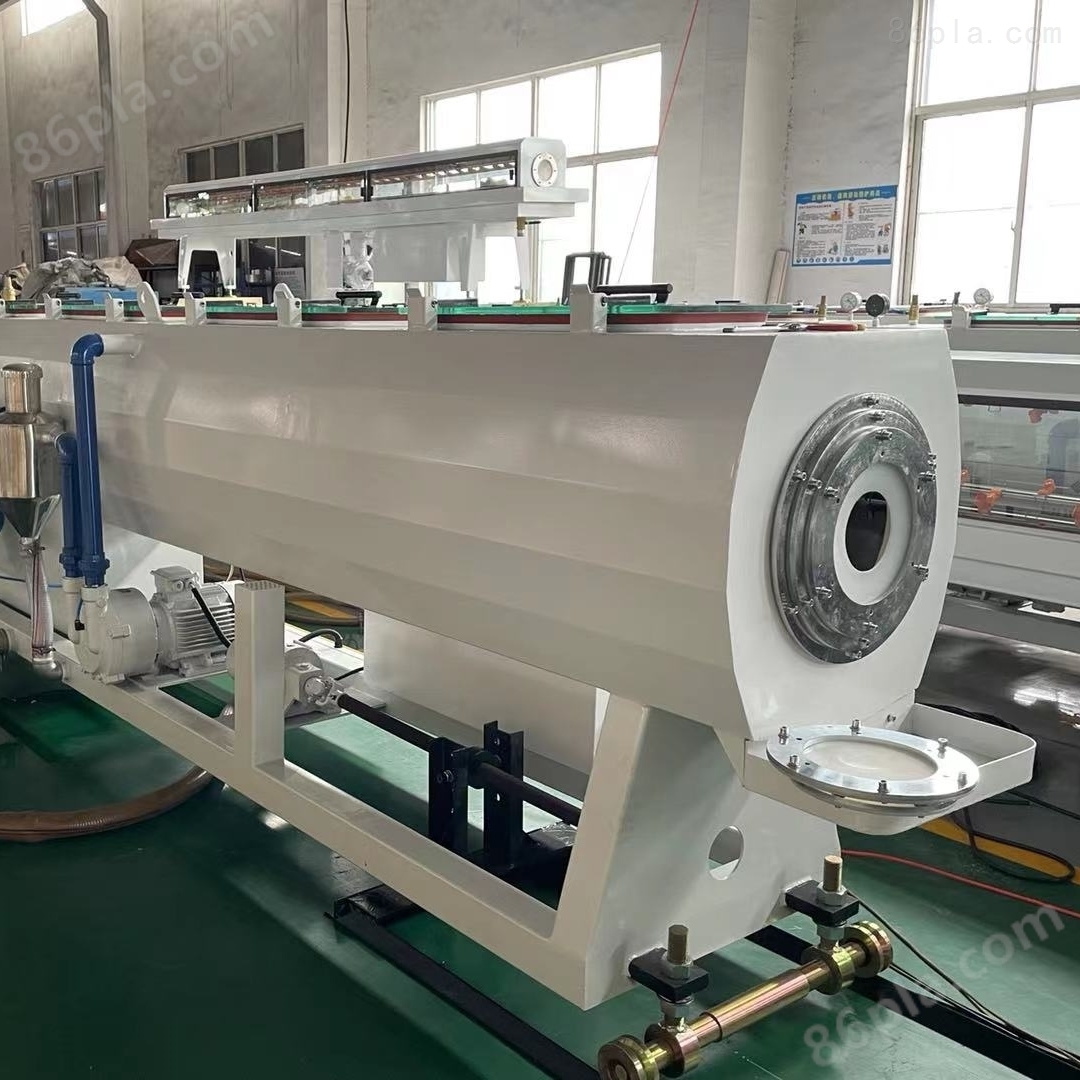
(4)真空定型水箱用于管材的定型、冷却,真空定型水箱上装有供定型和冷却的真空系统和水循环系统,不锈钢箱体,循环水喷淋冷却,真空定型水箱上装有前后移动装置和左右、高低调节手动装置。
(5)牵引机用于连续、自动地将已冷却变硬的管材从机头处引出来,变频调速。
(6)切割机:由行程开关根据要求长度控制后,进行自动切割,并延时翻架,实行流水生产,切割机以定长工开关信号为指令,完成切割全过程,在切割过程中与管材运行保持同步,切割过程由电动和气动驱动完成,切割机设有吸尘装置,将切割产生的碎屑及时吸出,并回收。
(7)翻料架翻料动作由气缸通过气路控制来实现,翻料架设有一个限位装置,当切割锯切断管材后,管材继续输送,经延时后,气缸进入工作,实现翻料动作,达到卸料目的。卸料后经延时数秒自动复位,等待下一循环。
电缆管设备概述
主要用于MPP材质管材生产,张家港华德机械科技有限公司长期致力于这种生产线的研发和改进,技术*,成为公司拳头产品,设备销售至各地。
又称MPP电力电缆保护管,分为开挖型和非开挖型,MPP非开挖管又称作MPP顶管或托拉管。MPP管采用改性聚丙烯为主要原材料。具有抗高温、耐外压的特点,适用于10KV以上高压输电线电缆排管管材。具有的电气绝缘性、较高的热变形温度和低温冲击性能。广泛运用于市政、电信、电力、煤气和自来水等管线工程。
具备生产管径φ75-315mm这个范围内的MPP管的能力,能满足MPP管材常用规格(φ110-250mm)的生产要求,生产范围广,通用性强。
PE小口径螺旋管生产线使用:
1.室外露天敷设,有阳光照射的地方,建议做遮蔽措施;
2.埋地HDPE给水管道,可抵抗热应力,无需预留管长;冬天,均无须预留管长;
3.HDPE管道安装时,如果操作空间太小,应采用电熔式连接方式;
4.热熔承插连接时,加热温度不能过高、过长,同时,要注意控制好管件的角度和方向,避免造成返工;
5.热熔对接连接时,要求电压在200-220V之间,加热要适中,以免形成虚焊。