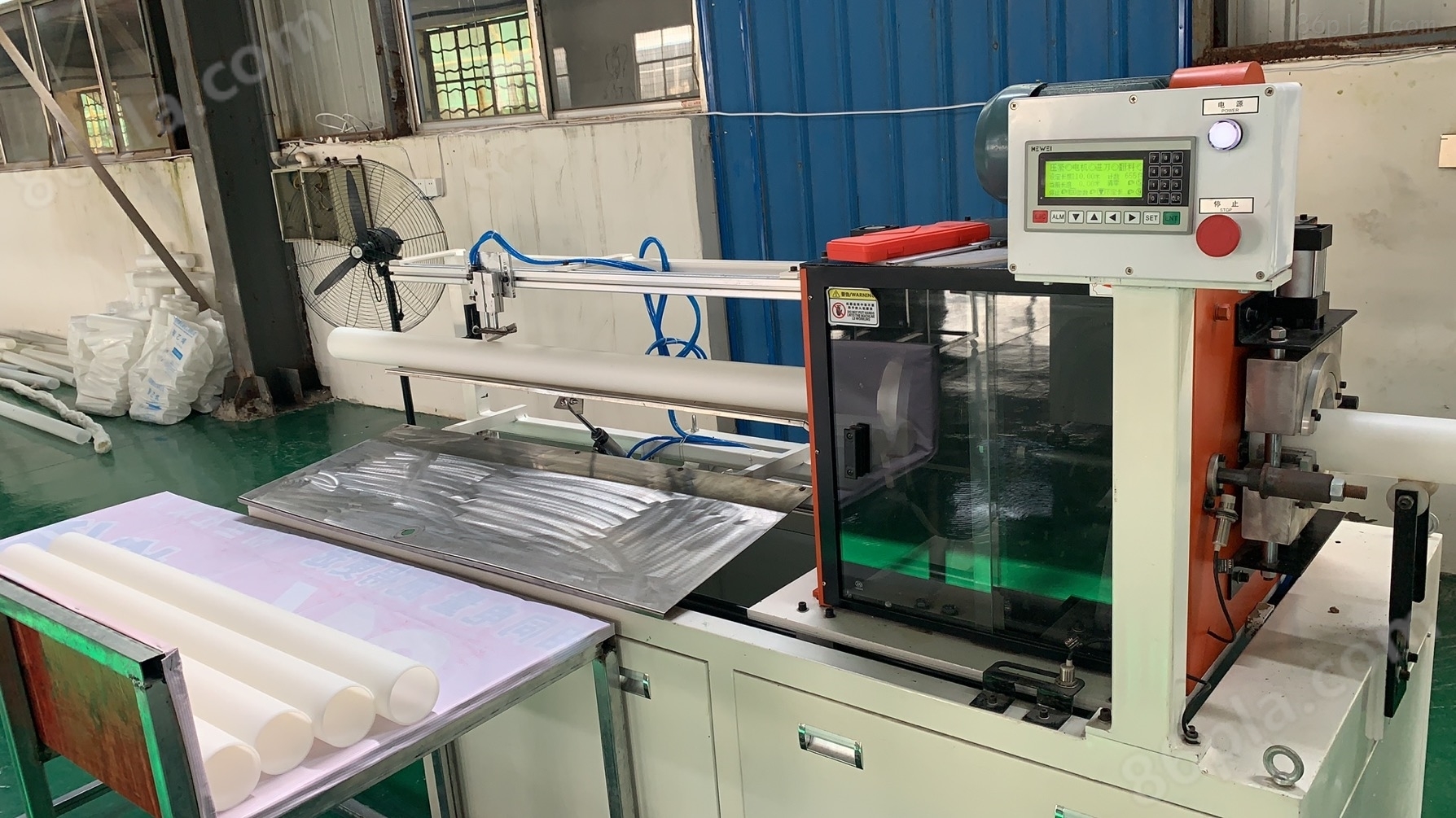
卷心管生产线设备 原理:通过三层共挤技术采用*设计的螺旋式三层共挤模具,保证了三层厚度均匀,并且各层厚度任意调整。螺旋分流式机头,可配静态混炼系统,料层彼此充分叠加,与传统支架式模头相比较,内部压力颁布更均匀。ABA形式的PPR管材,中间增强层玻璃纤维按规则排列,并与内外PPR层有机融为一个整体,显著克服纯PPR管材明装时的悬垂现象,降低了管材的线膨胀系数。与同规格,同压力等级纯PPR管材相比,节约用料、降低成本,更具竞争力。生产线配有全自动真空上料机、自动恒温干燥机;设计的真空定径和冷却系统,水箱不锈钢板制作,采用多段式水模冷却确保高速生产厚壁管及大口径管的要求。高扭矩的减速箱、变频调速器,可编程控制器,触摸屏,电控制系统,喷码机等均采用进口产品。全新无屑自动切割锯,切割断面光滑平整,精度高,噪声及低。一机多用可生产HDPE硅芯管,普通PPR、PE、PEX管材。提供工艺配方及交钥匙工程。
卷心管生产线设备 注意事项:
1.室外露天敷设,有阳光照射的地方,建议做遮蔽措施;
2.埋地HDPE给水管道,可抵抗热应力,无需预留管长;冬天,均无须预留管长;
3.HDPE管道安装时,如果操作空间太小,应采用电熔式连接方式;
4.热熔承插连接时,加热温度不能过高、过长,同时,要注意控制好管件的角度和方向,避免造成返工;
5.热熔对接连接时,要求电压在200-220V之间,加热要适中,以免形成虚焊。