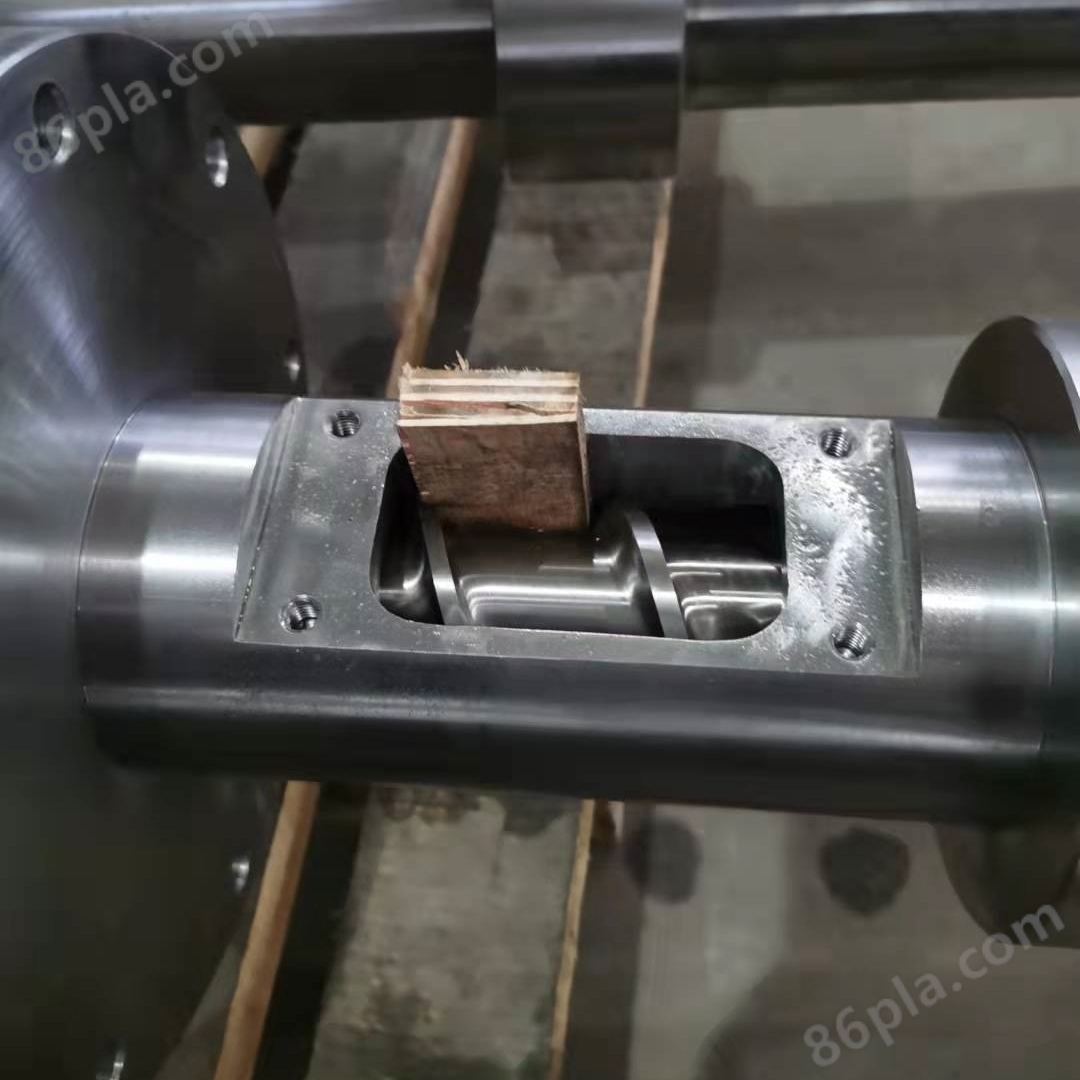
挤出机工业螺杆特性
螺纹深度与设备生产能力有直接关系,螺纹深度大,在一定压力下,挤出胶料多。但胶料塑化困难,螺杆强度也差。螺杆螺纹深度一般控制在螺杆直径的0.18~0.25倍。螺纹的推进面应该垂直于螺杆的轴线,而推进面的相对面应该有一定的斜度。相邻螺纹的轴向距离称为螺距,橡胶挤出机螺杆一般为等距不等深双头螺纹螺杆。
螺杆清洗时的注意事项:
①要准备好通风条件,因为加工过程中会有烟雾产生。
②匀速转动螺杆,均匀对表面加热,不要只在某一点加热螺杆,否则一边的热应力会造成螺杆扭曲变形。
③螺杆温度不能超过400℃(包括螺纹),否则会降低螺杆硬度和抗磨损能力。
④当处理止逆环时应特别小心,因为止逆环上的薄壁部分加热温度上升幅度较快。
⑤用钢丝刷清洗海天注塑机螺杆,用砂布抛光螺杆表面(砂粒等级240~280号)。
⑥用火焰烧除内螺纹上的残料(左旋螺纹),然后用钢丝刷*清洗螺纹。
⑦当旋上螺杆头时,涂上HSC油膏。不可使用其他种类润滑油或油脂来润滑螺杆螺纹,这些润滑剂在高温下发生焦化反应,留下的残余物可能卡住螺杆头。
⑧避免让硬物撞击螺杆,使螺杆产生裂纹或断裂。
⑨维修时,特别是维修加热过的海天注塑机螺杆机筒时,必须戴上防护面罩和眼镜。
挤出机工业螺杆修复技术
机筒的内表面硬度高于螺杆,它的损坏要比螺杆来得晚。机筒的报废就是内径直径由于时间磨损而增大。它的修复方法如下:
1、 因磨损增加直径的机筒,如果还有一定的渗氮层时,可把机筒内孔直接进行镗磨光滑,研磨至一个新的直径尺寸,然后按此直径配制新螺杆。
2、 机筒内径经机加工修整重新浇铸碳化钨合金,厚度在1~2mm间,然后精加工至直径尺寸。
3、 一般情况下机筒的均化段磨损较快,可将此段(取5~7D长)经铰孔镶套,再配一个渗氮合金钢衬套,内孔直径参照螺杆直径,留在正常配合间隙,进行加工配制。
注:在这里强调一点,螺杆和机筒这两个重要零件,一个是细长的螺纹杆,一个是直径比较小而长的孔,它们的机械加工和热处理工艺都比较复杂,精度的保证都比较困难。所以,对这两个零件的磨损后是修复还是更换新件,东莞华鸿提醒您一定要从经济角度全面分析,如果修理费用比换新螺杆费用低些,就决定修,这不一定是正确的选择,修理费用与更新费用的比较,只是一个方面。另外还要看修理费用与修理后使用螺杆时间与更新费用和更新螺杆使用时间的比值。采用比值小的方案才经济,是正确选择。