高效挤出机螺杆工作特性:
①螺杆转速可以实现为无级压力和调速配置。
②线性导轨射出代替导柱式射出,减少射出时的摩擦力,提高射出精度(选配)。
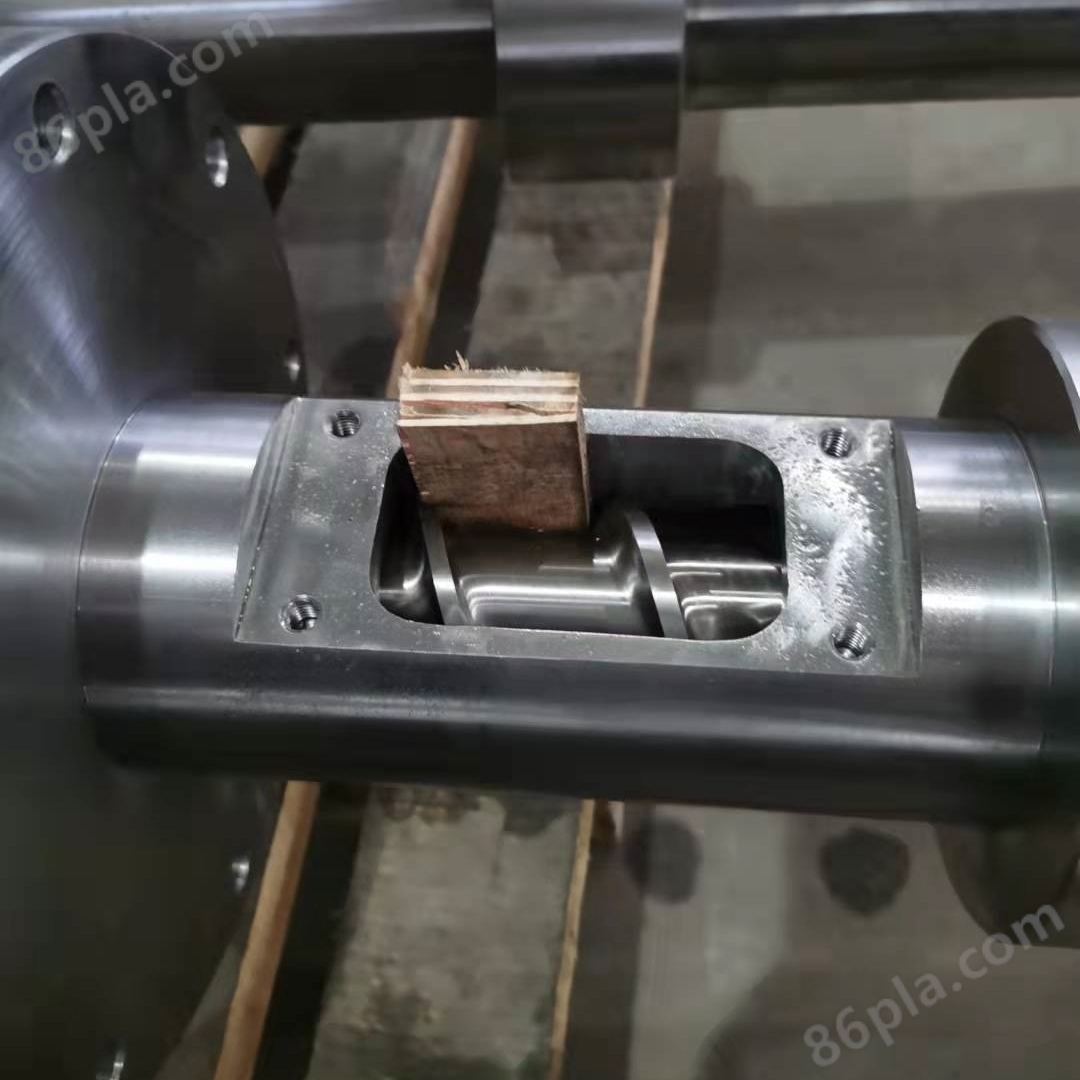
③螺杆,料管采用合金材料,调质处理和淡化处理,提高耐磨性,射出采用意大利杰弗伦的电子尺,位置控制精度可以控制在0.1mm。
④4段射出压力和速度,4段保压压力和速度独立控制更有利于射出工艺调整。
⑤手动背压装置(数控背压选配)提高螺杆对塑料的塑化,排气和密度。加料完增加了背压消除装置,防止在生产产品时用到加料背压而不用松退动作时塑料流入到模具内产生冷料现象。
高效挤出机螺杆保养事项:
1、机筒因磨损增加直径,如果还有一定的渗氮层 ,可把机筒内孔直接进行镗孔研磨,得到新的直径尺寸 ,然后依照新的直径配制新的螺杆。
2、通过机加工,塑料挤出机机筒内径经修整重新浇铸合金,厚度控制在1 ~2mm间,然后进行精加工至必要的新尺寸。
3、通常情况下机筒均化段磨损较其它位置快,可将均化段镗孔修整,再配一个渗氮合金钢衬套,内孔直径参照螺杆直径,留在正常配台间隙, 进行加工配制。
4、注意塑料挤出机螺杆和机筒制造用材料目前国内制造螺杆和机筒常用材料,有45、40Cr和38CrMoAIA ,而进口挤出机中螺杆和机筒的制造材料,常用台金钢有34CrAINi7和CrMoV9 ,其材料的屈服强度有900MPa左右。经渗氮处理后,既耐磨又有良好的抗腐蚀性,硬度在1000HV以上。