
如何对注塑机进行安全排查保养
时间:2023-08-11 阅读:6531
安全
安全门限位开关 :
1、在手动操作模式下,按下模具前行按钮时,拉开前安全门,模具应无法前进。 2、启动泵,在运转过程中打开后安全门。油泵应停止。


急停开关 :在开机状态下,按下急停开关,看是否能关掉油泵和电脑电源。
处理方式:拆下急停开关检查,是否接线松脱或损坏,收紧松脱的线头或更换开关。 (每天)


液压凸轮阀门:在手动操作模式下,按下模具前行按钮时,拉开前安全门,模具应无法前进。

液压系统 油温 :检查控油位的上限和下限是否到位,请参照标示说明。

液压系统压力 :机器停止时,压力表确认压力计是否指向0kg/㎠。确认运转时指针是否上升。

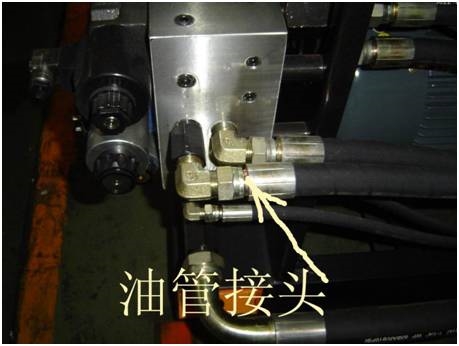
油管及接头 :目视油管和接头是否渗漏 。
空气过滤器、回油过滤器、外置过滤器 :检查是否有杂质 。

润滑系统
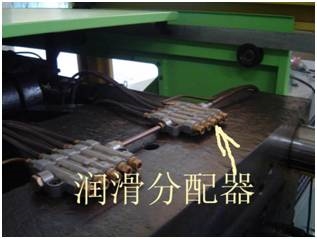
润滑系统 :手动打油,看润滑点附近管路中是否有油,或润滑部件上是否有油,确认分配器是否堵塞。并需查看接头处是否漏油。

润滑分配器 :手动打油,看分配器指示销是否能够伸出及油泵泄压后指示销是否能缩回。
传动轴轴承组合 :目视骨架油封有无泄漏,该组合是否有异常声音。

清料
在注塑机停机前,应将机筒内的塑料清理干净,预防剩料氧化或长期受热分解。应将模具打开,使肘杆机构长时间处于闭锁状态。车间必须备有起吊设备。装拆模具等笨重部件时应十分小心,以确保生产安全。
若注塑机暂停运作,便须多次将余胶喷清或让塑料通过注塑机清理射料缸或机筒的剩余塑料。遇上塑料褪色,喷清的次数就要增加。进行轻微修理时;射
料缸的加热器须调校至最低值,例如150℃,以尽量减低热分解的可能。
注塑热稳定性塑料(如PS或PE)前,如已预先停机一晚,就只须关闭料斗底部的滑板及射料缸加热器(只开启射咀的加热器),将射料缸喷清干净。射咀清洁后,把机筒尽量高度冷却,待注塑机冷却后,关闭所有装备。注塑机便可充份准备好再次加热。
如果射料缸或机筒温度高,只须将上述步骤稍为改动,以防树脂受热分解。譬如关闭射料缸加热器(只开启射咀的加热器),或将机筒尽量高度冷却,期间不断喷清剩余树脂。关闭料斗底部的滑板,再试喷清料筒内斜胶料,若再无塑料喷出,便可关闭设备,以备下次再用。
若塑料在注塑机内分解或燃烧,最终会变色,使制成品变成废件。遇此情形,便须关闭注塑机,喷清干净。预防方法是用一种热稳定性较高的塑料喷清,遇热敏感的树脂,这样便能抵受随后再加热。
有些塑料(如POM、PVC)很易分解,如果注塑途中突然停机,那么在继续注塑之前,应开启射咀的加热器,只有当塑料有射咀熔解时,才可开动射料缸加热器。射料缸或机筒温度应调至约140℃。然后把温度提升至加工温度,并尽快喷清剩余塑料。喷清后的塑料须放入冷水中。如要改的别的塑料,最好选用PS或PE的天然、非防火品级作为喷清剂;若未彻底喷清剩料,则切匆将POM混和PVC,或先后混合。停机或改用另一种塑料前,必须检查清楚所采取的步骤正确无误。
排水
所有系列注塑机、伺服控制水冷却系统,在长时间停机情况下必须排水。具体如下:外置式冷却器、内置式冷却器,小型辅助冷却器、包括自动阀门控制的冷却系统以及管道;伺服、变量水冷电机冷却系统;伺服水冷驱动控制系统;电动予塑水冷系统;水质过滤器。铜、铝制冷却分水器(块);铝制料筒水套;各种水(透明)流量计;各类辅机水冷却系统。
排水方法

· 普通冷却器:打开后端盖下面的放水螺堵,见水不会漏出;或从上出水口插入空气管堵住回气加压数分钟,直至看到雾状水雾。
· 内置式冷却器:解除阀门端水管,打开冷却器底下放水螺塞;或解除两端水管一端接压缩空气另一端至废水桶吹起至少量气雾;
· 冷却分水块:拔掉主进出水管即可;或透明流量计打开其它进出口吹气;
· 料筒冷却套:拔掉其中一根吹气。
· 水冷电机:清洗过滤器后,拆掉主水管,拔掉进水胶管进行吹气;
· 伺服控制器:无安装水阀一般拔出其中一根接口进行吹气;
伺服控制器和其它带水控阀所有器件部位:也必须排水通过电脑强制或手动强制输出吹气排水
注意:拆掉的零件排水后必须还原。
避免冷却系统的水底温冻结而导致原器件的损坏!
电器防护
放假前需确认每台注塑设备的电源开关是否已断开,车间还要做好防老鼠咬线的措施,电箱里面做好防水防潮措施;
