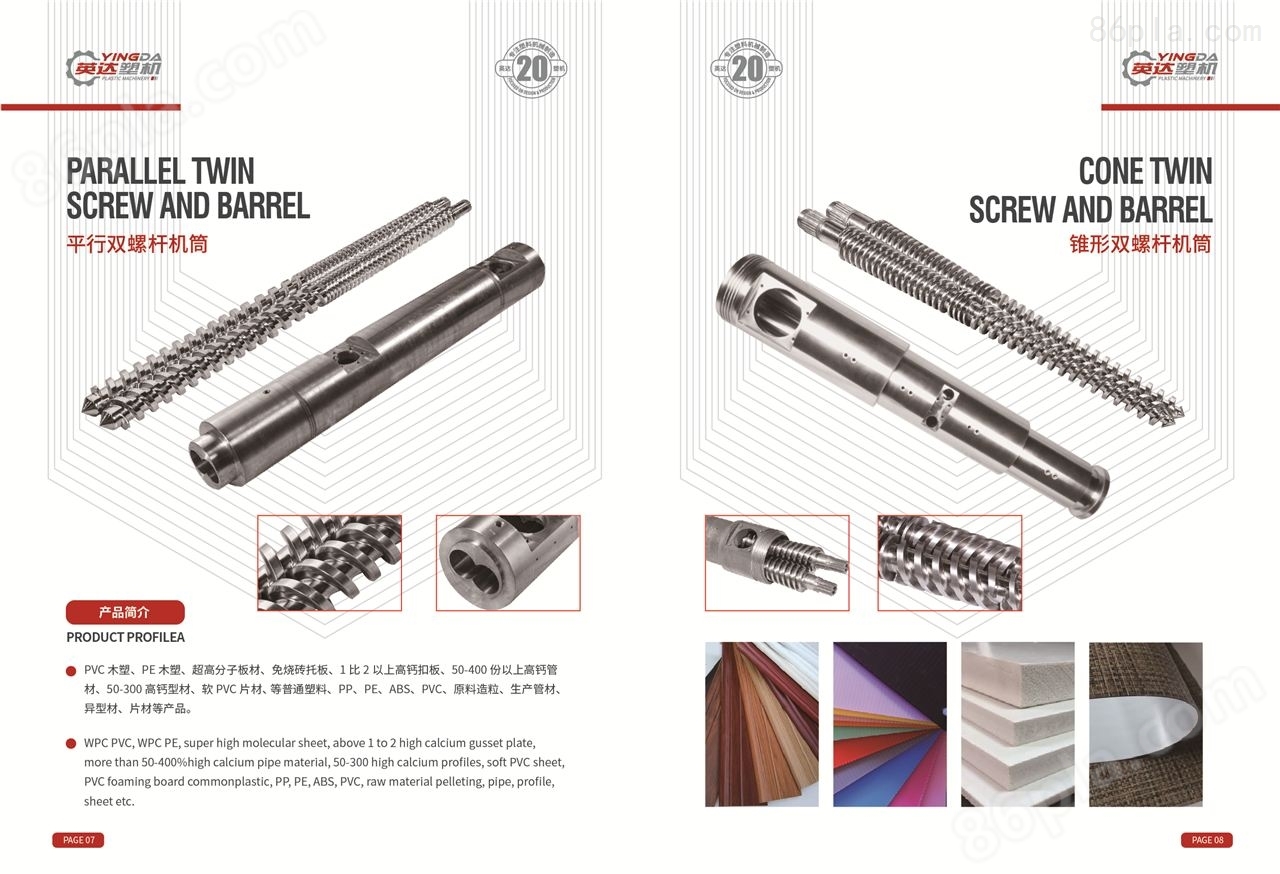
工业锥双式螺杆磨损的原因:
1、每种塑料,都有一个理想塑化的加工温度范围,应该控制料筒加工温度,使之接近这个温度范围,粒状塑料从料斗进入料筒,首先会到达加料段,在加料段必然会出现干性磨擦。当这些塑料受热不足,熔融不均时,很易造成料筒内壁及螺杆表面磨损扩大。同样,在压缩段和均化段,如果塑料的熔融状态紊乱不均,也会造成磨损增快。
2、转速应调校得当。由于部分塑料加有强化剂,如玻璃纤维、矿物质或其他填充料,这些物质对金属材质的磨擦力往往比熔融塑料的大得多。在注塑这些塑料时,如果用高的转速成,则在提高对塑料的剪切力的同时。亦将令强化相应地产生更多被撕碎的纤维,被撕碎的纤维含有锋利末端,令磨损力大为增加,无机矿物质在金属表面高速滑行时,其刮削作用也不小,所以转速不宜调得太高。
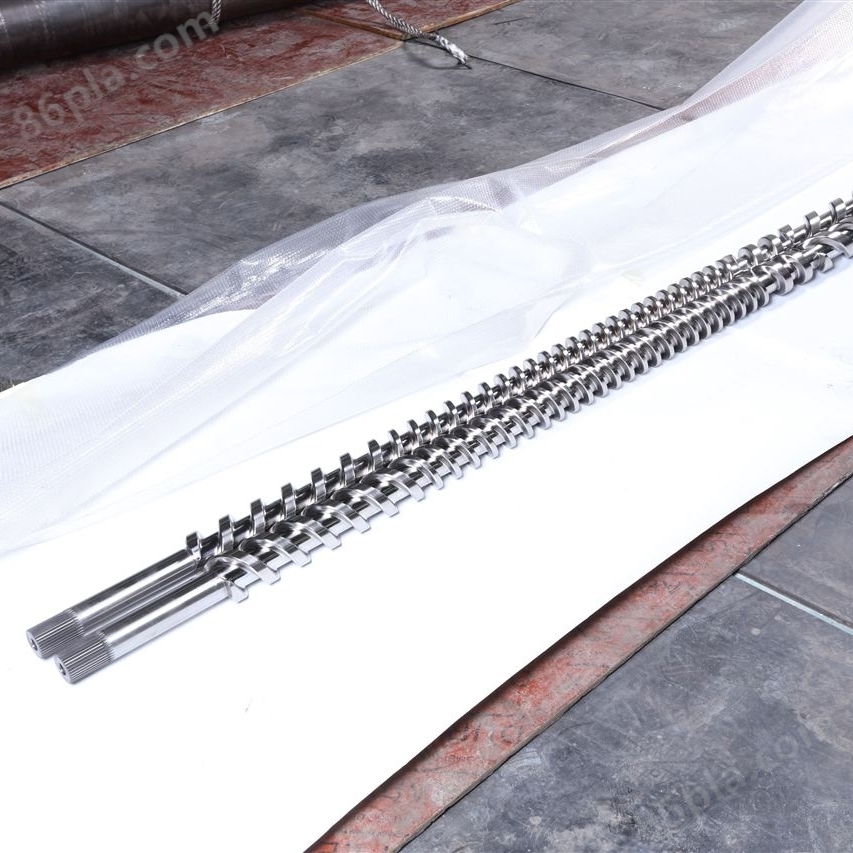
3、螺杆在机筒内转动,物料与二者的摩擦,使螺杆与机筒的工作表面逐渐磨损。螺杆直径逐渐缩小,机筒的内孔直径逐渐加大。这样,螺杆与机筒的配合直径间隙,随着二者的逐渐磨损而一点点加大,可是,由于机筒前面机头和分流板的阻力没有改变,这就增加了被挤塑物料前进时的漏流量,即物料从直径间隙处向进料方向流动量增加,结果使塑胶机械生产量下降。这种现象又使物料在机筒内停留时间增加,造成物料分解,如果是聚氯乙烯,分解产生的氯化氢气体加强了对螺杆和机筒的腐蚀。
4、 物料中如有碳酸钙和玻璃纤维等填充料,能加快螺杆和机筒的磨损。
5、 由于物料没有塑化均匀,或是有金属异物混入料中,使螺杆转动扭矩力突然增加。这种扭矩超出螺杆的强度极限,使螺杆扭断,这是一种非常规事故损坏。
工业锥双式螺杆注意事项:
1、换油时应清洁箱体和滤油器,更换时把本次使用的润滑油经过澄清之后,把上面干净的润滑油再次装入箱体把箱体清洁一次,然后放出,再装入新的润滑油。
2、使用500小时后,更换润滑油一次,
3、双螺杆挤出机的传动箱使用的是牌号为150号原装中压齿轮油润滑
4、正常运行油位不低于油标中心线,低于中心线请速补充
5、以后每使用3000小时换油一次
6、传动箱正常使用定期每月应清洁润滑油过滤器,跑合期内每周要清洁润滑油过滤器。清理方法,找到油路过滤器,将其打开,取出其中的脏物。