

品牌
生产厂家厂商性质
舟山市所在地
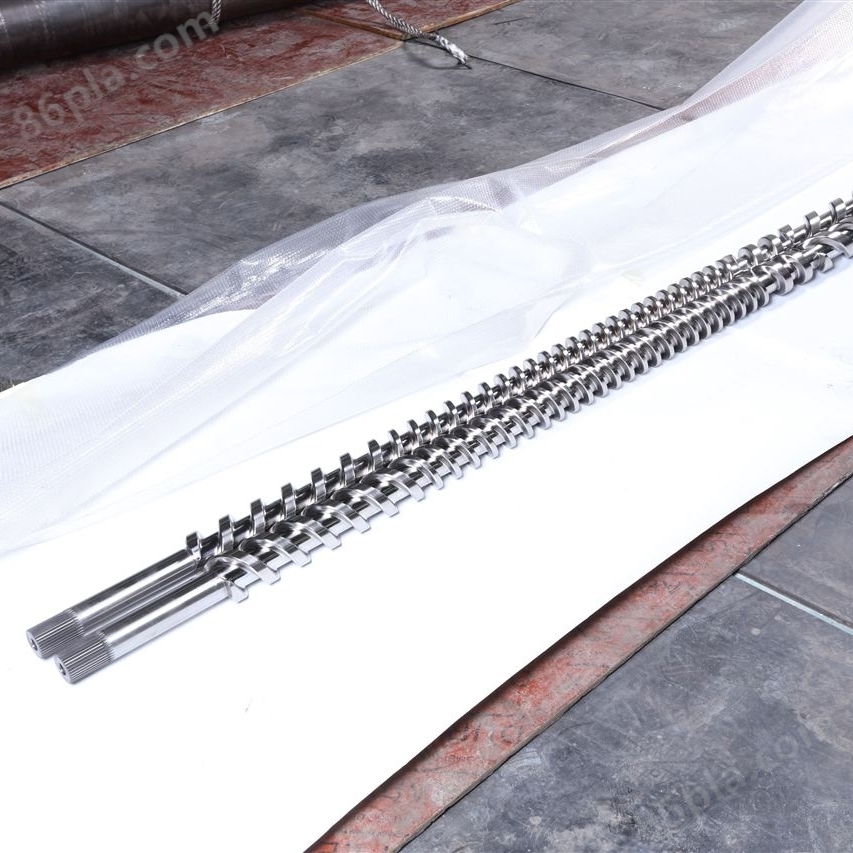
平双木塑机筒螺杆工作原理:
物料经过加料口,在旋转螺杆的作用下,被搓成团状并沿螺槽滚动前进,因螺杆的剪切、压缩与搅拌作用,物料受到进一步的混炼和塑化,温度和压力逐步升高,呈现出粘流状态,并以一定的压力和温度通过机头,后得到所需形状的制品。
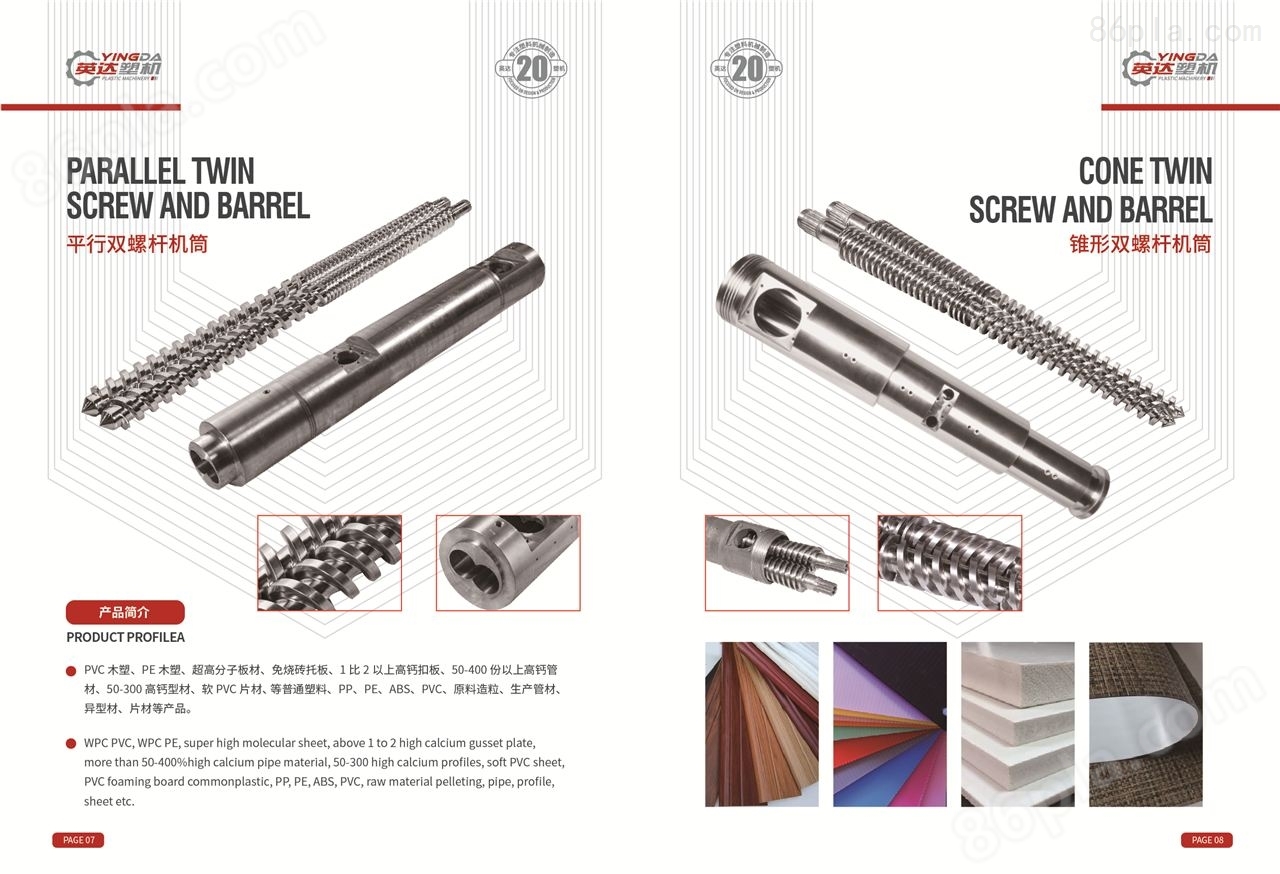
适用范围
PVC木塑、PE木塑、超高分子板材、免烧砖托板,1比2以上高钙扣板,50—400份以上高钙管材,50—300高钙型材,软PVC片材,PVC发泡板等普通塑料、PP、PE、ABS、PVC、原料造粒、生产管材、异型材、片材等产品。
技术指标
螺杆直径:φ45-φ200 (根据客户需求)
长径比:16-35
螺杆压缩比可根据不同产品和配方进行设计。
调质硬度:HB280-320
氮化硬度:950-1100HV
氮化深度:0.50-0.80mm
氮化脆性:≤2级
表面粗糙度:Ra 0.4μm
螺杆直线度:0.015mm/m
合金层硬度:HRC60-72
合金层深度:≥3mm
氮化后表面镀铬层硬度:≥950HV
镀铬层厚度:0.025~0.10mm
平双木塑机筒螺杆维护注意事项:
1、螺杆未达到预调温度时,切勿启动机器。
2、防止金属碎片及杂物落入料斗,若加工回收料,便需加上磁性料斗以防止铁屑等进入料筒。
3、使用防涎时要确定料筒内塑料*熔融,以免螺杆后退时损坏传动系统零件。
4、使用新塑料时,应把螺杆的余料清洗干净。
5、当熔融塑料温度正常但又不断发现熔融塑料出现黑点或变色时,应检查胶螺.
6、在加工时,尽量使物料塑化均匀,不要让金属异物混入料中,减少螺杆转动扭矩力。