

品牌
生产厂家厂商性质
深圳市所在地
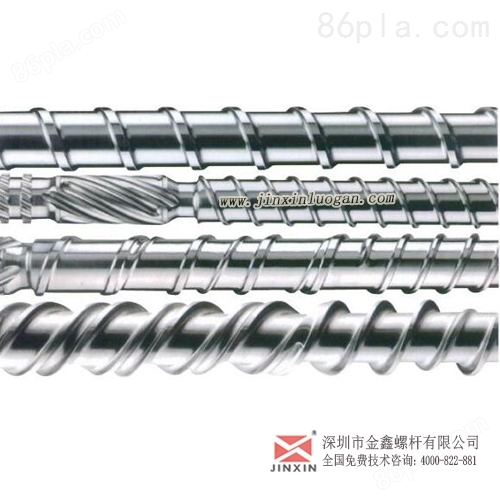
百纳注塑机螺杆炮筒、挤出机料管
1.加工范围:zui小内孔Φ14,zui大Φ300X8000mm 2.原材料:SACM645、SKD61、西德8407、HPT全硬材料 、Assab瑞典钢材、38CrMoALA. 3.表面粗糙度:Ra0.4μm 4.直线度:0.015mm/m 5.技术指标:调质时间28小时以上,调质硬度HRC26-30度,气体真空氮化时间96小时以上,氮化硬度HRC62以上,螺杆直线度:0.015mm. 6.双合金技术指标:将进口合金粉末Xaly10825Nicr88WC12CO,均匀地喷涂在螺杆表面及浇铸在料管内孔,合金层可达到2.0mm-3.0mm。 7.适用范围:普通塑胶PP、PS、ABS、PC、PMMA、PVC、PPA、PPS、LCP等。 8.处理方式:氮化,淬火,喷合金,电镀硬铬。 合金螺杆 加工范围:Φ22mm-Φ300mm 螺杆基材:PM45 材料调质时间:48小时 调质硬度:HRC30 合金硬度:HRC62 合金成分:Fe+Ni+Cu+Mo+W+Cr 合金厚度:0.8-2.0mm 螺杆直线度:0.015mm/m 表面光洁度:Ra0.6μm 适用于生产塑胶类:腐蚀性大、磨损大含玻纤量 为25%-45%(GF),LCP、PA、PC、PBT、PP、PET、 金鑫螺杆
第二步 检查注塑机(包括零件、部件及线路)
1.利用感官检查(继续深入观察的过程)
1看:插头及插座有无异常,电机或泵的运转是否正常,控制调整位置是否正确,有无起弧或烧焦的痕迹,保险丝好坏,液体有无泄漏,润滑油路是否畅通等。
2摸:注塑机振动情况,元(组)件的热度,油管的温度,机械运动的状态。
3听:有无异常声响。
4嗅:有无焦味、漏气味、其它异味。
5查:工件的形状与位置变化,注塑机性能参数的变化,线路异常检查。
2.评定检查结果
评定故障判断是否正确,故障线索是否找到,各项检查结果是否*。
百纳注塑机螺杆炮筒、挤出机料管

