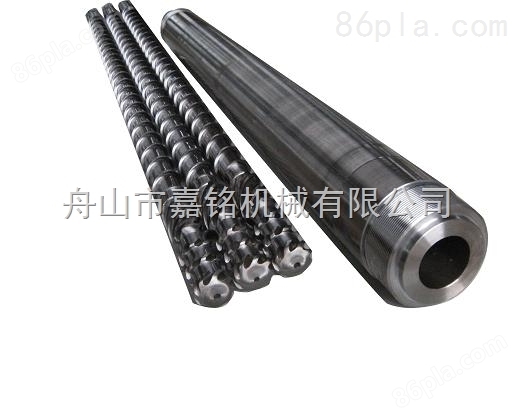
舟山注塑螺杆技术指标材料和工艺机筒技术指标氮化层深度:0.5-0.8mm氮化硬度: 950-1020Hv氮化脆度:< = 一级表面粗糙度:Ra 0.4um螺杆直线度:0.0015mm双合金硬度:>3mm优质38CrMoAlA优质双相不锈钢优质粉末冶金材料冷、热喷涂硬金属工艺先进渗氮技术双金属加工制造工艺
1.加工规格:
小内孔Φ14,
大Φ300X8000mm
2.原材料:38CrMoAlA(SACM645)、双金属
3.表面粗糙度:Ra0.4μm
4.直线度:0.015mm/m
5. 氮化处理:表面硬度>1000HV; 深度:0.5~0.8mm;氮化脆性≤2级
舟山注塑螺杆特点:
1、注塑螺杆的长径比和注射行程是一项重要技术参数。注射过程中螺杆填充的材料量是一个非常不确定的因素。在注射过程中,螺杆轴向前移动,并且材料流入螺杆槽中,但是由于注射时间不足以*填充螺杆槽,因此无法填充注塑螺杆的螺杆槽。由于材料稀疏填充,空气容易被吸入。如果空气不能及时排出,则塑化质量会降低。通常,计量冲程的大小是决定空气是否可以进入蓄能器的主要因素。
2、注塑螺杆的长径比和材料的熔化特性半结晶塑料的比焓比无定形塑料高约1.3〜1.5倍,因此无定形塑料比半结晶塑料更容易熔化。因此不同的塑料由于其不同的熔融特性而对注塑螺杆的长径比有不同的要求。
3、注塑螺杆的长径比和产品质量特性对产品质量有不同的要求,对螺杆的长径比也有不同的要求。
4、注塑螺杆的长径比和剪切混合元件尽管螺杆的长径比和剪切混合元件具有各自的功能,但是在某些情况下,它们可以弥补其缺点。当螺杆的L/D比不足时,对剪切不敏感的塑料的塑化可通过添加剪切或混合元素来提高熔融速率。