
品牌
生产厂家厂商性质
苏州市所在地
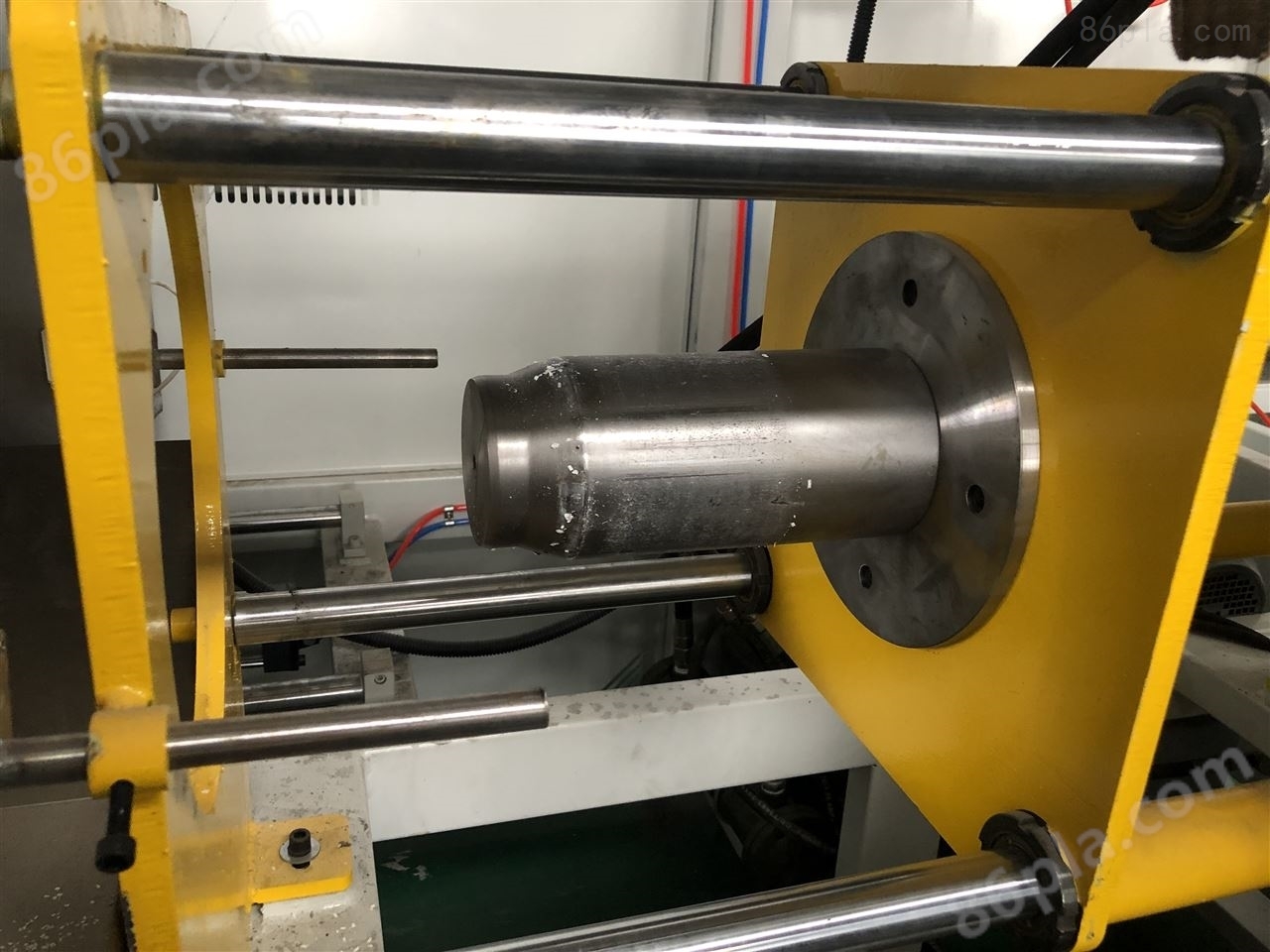
一出四PVC管材生产线操作规程:
一出四PVC管材生产线特点:
1.PE管材生产线选用HDPE、PP管材的挤出机,螺杆采用带屏障和混炼头结构,机筒采用新型开槽机筒,塑化和混炼小果好,挤出量大而且非常稳定.
2.PE管材生产线为HDPE、PP大口径厚壁管材设计的螺旋式模头,该模头具有熔体温度低,混合性能好,模腔压力低,生产稳定的特点.
3.PE管材生产线采用专有技术的定径和冷却系统,采用水膜润滑和水环式的冷却,以适应HDPE、PP物料的要求,确保高速生产厚壁管是直径和圆度的稳定.
4.PE管材生产线采用专门设计的多段控制真空度的真空定径箱,保证HDPE、PP管材的尺寸稳定和圆度.挤出机,牵引机采用进口调速器动和控制,稳定性好,精度高,可靠性高.
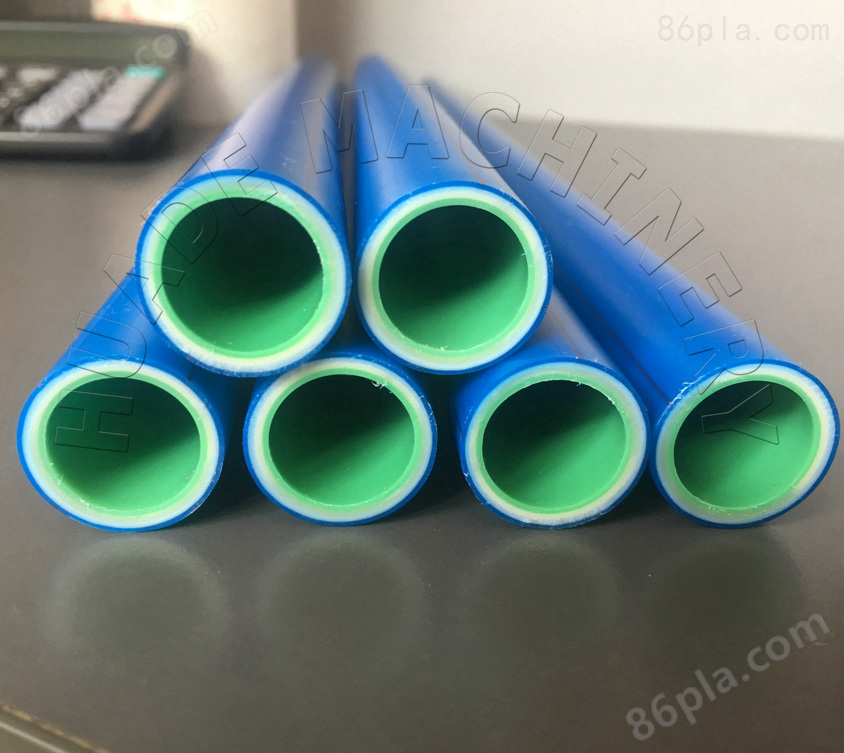
5.PE管材生产线运行及时间由PLC进行程序化控制,设置有良好的人机界面,所有工艺参数均可通过触摸屏进行设置和显示.可装配标记线挤出机,生产符合国家标准要求的带色标线的管材.