产品介绍
20k大功率加强型超声波金属焊接机 2000w,3000W,4200W,
品牌/型号:美斯特(MXTER)具体根据金属产品而定
用途:焊接铜片、铜线、铝片、铝线、铜端子、铜箔、铝箔、多层、单层、银、镍片、(只限于软金属间的点焊) 
产品别名:大功率超声波金属焊机
焊接厚度:0.1-0.3mm厚,铜端子铜线与铜片之间的焊接取决于线的横截面积,不计算铜片的厚度。 
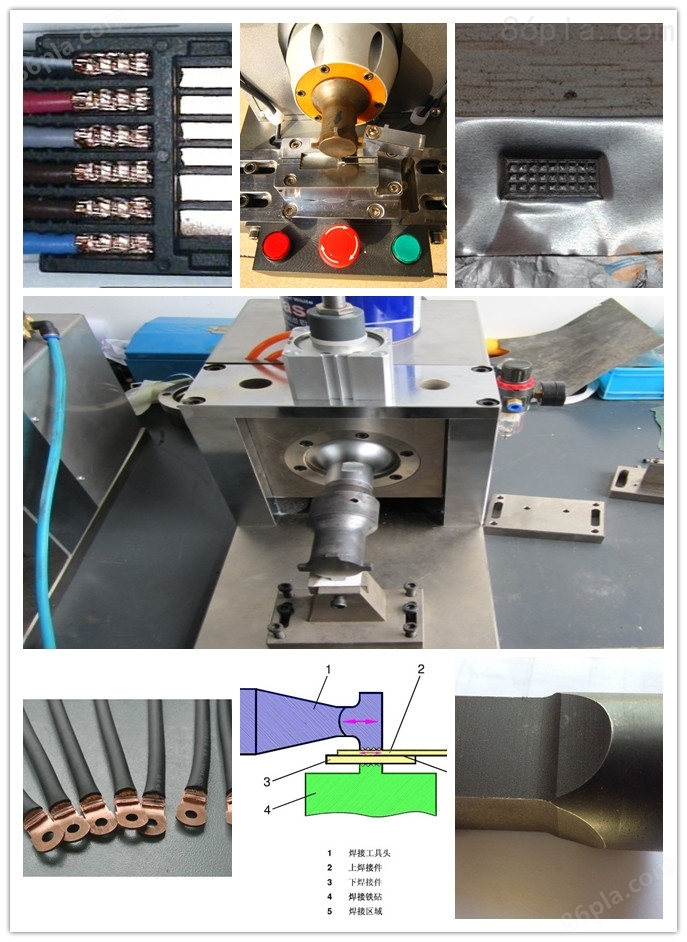
超声波金属焊接机经历的三个阶段:
(1)振动摩擦阶段:超声波金属焊接的*个过程主要是摩擦过程,其相对摩擦速度与摩擦焊相近,只是振幅仅仅为几十微米。这一 过程的主要作用是排除焊件表面的油污、氧化物等杂质,使纯将的金属表面暴露出来。焊接时,由于上声极的超声波振动,使其与上焊件之间产生摩擦而造成暂时的 连接,然后通过它们直接将超声波振动能传递到焊件间的接触表面上,在此产生剧烈的相对摩擦,由初期个别凸点之间的摩擦逐渐扩大到面摩擦,同时破坏、排挤和 分散表面的氧化膜及其他附着物。 (2)温度升高阶段:在继续的超声波往复摩擦过程中,接触表面温度升高(焊区的温度约为金属熔点的35%~50%),变形抗力 下降,在静压力和弹性机械振动引起的交变节应力的共同作用下,焊件间接触表面的塑性流动不断进行,使已被破碎的氧化膜继续分散甚至深入到被焊材料内部,促 使纯金属表面的原子无限接近到原子能发生引力作用的范围内,出现原子扩散及相互结合,形成共同的晶粒或出现再结晶现象。 (3)固相接合阶段:随着摩擦过程的进行,微观接触面积越来越大,接触部分的塑性变形也不断增加,焊接区内甚至形成涡流状的塑 性流动层,出现焊件间的机械咬合。焊接初期咬合点较少,咬合面积也较少,接合强度不高,很快被超声波振动所引起的切应力所破坏。随着焊接过程的进行,咬合 点数和咬合面积逐渐增加,当焊件之间的结合力超过上声极与上焊件之间的结合力时,切向振动不能切断焊件之间的结合,形成牢固的接头。 
超声波金属焊接机的原理 超声波金属焊接机接头的形成主要由振动剪切力、静压力和焊区的温升三个因素所决定,它们之间相互影响,相互制约,并和焊件的厚 度、表面状态及其常温性能有关。 (1)机械嵌合:超声波金属焊接接头中常见到两焊件接触处形成塑性流动层,并呈现犬牙交错的机械嵌合,这种接合对连接强度起到 有利的作用,但并不是金属的连接,在金属与非金属之间的超声波金属焊接接时,这种机械嵌合作用占主导地位。 (2)金属原子间的键合:在超声波金属焊接接接头中,焊接界面之间存在大量被歪扭的晶粒,这些晶粒是跨越界面的“公共晶粒”, 其尺寸与母材金属的晶粒无明显差别,接头不存在明显的界面,两材料之间通过金属原子的键合而连在一起。可以认为,在焊接开始时,待焊材料在摩擦功的作用下 发生强烈的变形和塑性流动,特别是氧化膜去除或破碎以后,为纯净金属表面之间的接触创造了条件,而继续的超声弹性机械振动以及温升,又进一步造成金属晶格 上的原子处于受激状态,当金属原子相互接近到0.1~0.3nm时,就有可能出现原子间相互作用的反应区,形成金属键。 (3)金属间的物理冶金:超声波金属焊接接中还存在着由于摩擦生热所引起的再结晶、扩散、相变以及金属间化合物形成等冶金过 程。到目前为止,该方面的研究较少,缺乏必要的证据,特别是短时间焊接时,接头中不一定出现再结晶组织强相变,但仍然能够形成接头,由此可知,再结晶,扩 散和相变不是形成接头的必要条件。 (4)界面微区的熔化现象:超声波金属焊接接时,微区焊接温度很难精确测量,不能排除微区中出现局部熔化现象。用高倍透射电子 显微镜对0.4mm厚的各种Al和Cu接头进行了微观组织分析,发现同种材料的焊缝厚度在μm范围内,焊缝区的晶粒尺寸只有0.05~0.2μm,而轨制 母材的晶粒为5~50μm。如果用一般的方法将母材经过塑性变形和低于熔点的不同温度退火,此时再结晶形成的晶粒均>3μm,而没有发现更细小的晶 粒。当Al和Cu进行超声波金属焊接接时,也同样发现连接区有焊接时新形成的微细晶粒,而且都是等轴晶粒。电镜分析中还观察到,在连结区微细晶粒边界的转 角处有非熔化质点存在,这正是含有非熔化质点的金属加热熔化后发生凝固的特点。可以认为,超声波金属焊接时,界面薄层或局部发生了短时熔化及随后的高速冷 却过程。 
超声波金属焊接机应用特例 铝带与铝盖金属焊接机;镍带与铜箔金属焊接(多点);铝带与铝箔焊接超声波金属焊接机(条形);铝带与铝箔焊接铝片焊接机(条 形);铝带与铝箔焊接(多点);镍带与铝带金属焊接机设备;镍带与铜箔;镍带与铜箔多层;铝带与铝箔多层超声波金属点焊机;铝壳与铝镍复合带金属焊接;镍 带与铜箔多层;铝带与铝箔多层;铜管封尾;汽车线束焊接机;马达端子等焊接。
超声波焊接机、超声波金属点焊机、超声波线束焊接机、、锂电池极耳极片焊接机、超声波太阳能集热板滚焊机、超声波塑料焊接机、手持式超声波点焊机、多头非标超声波焊接机、超声波焊接机焊头 超声波线束焊接机塑料超声波焊接机、金属箔、片焊接机、金属线束焊接机、塑料热熔焊接机、热板焊接机、超声波金属滚焊机 简介:超声波金属焊接机是利用高频摩擦使两金属接触表面瞬间融化而使两金属粘合在一起。其优点是快速、节能、融合强度高、导电性好、无火花、接近冷态加工 。
焊接优点:
1)、焊接后导电性好,电阻系数极低或接近零。
2)、焊接时间短、不须要任何助焊剂、气体等辅助物质,节约成本。
3)、焊接无火花及焊渣,环保安全,焊后无需再加工。
应用范围:适用于铜、铝、银、镍、金等有色金属材料的薄板、片、带等材料实施瞬间焊接,总厚度可达 0.2~3mm。尤其适用于以下行业使用: 1)、镍氢电池镍网与镍片焊接,极片焊接。
2)、锂电池、聚合物电池铜箔与镍片焊接,铝箔与铝片焊接。
3)、电线互焊,形成多线连接,一线与多线焊接,线束焊接。
4)、电线与各种电子元器件、接点、连接器焊接。
5)、各种家电用品、汽车用品的大型散热座、热交换片、蜂巢心焊接。
6)、电子元器件引线、继电器、电磁开关、无熔丝开关等大电流接点,各种金属片的焊接。
参数规格:2000W超声波金属点焊机 
工作频率:20KHz 额定功率:3000W
机器尺寸:长*宽*高 590*275*360mm 电箱尺寸:长*宽*高 490*430*200mm
工作电压:AC220V 控制电压:DC5V
工作气压要求:0.5MPa ~0.6 MPa 重量:机器42kg+电箱16kg
焊头行程:0~18mm(加长可定制) 焊接控制模式:时间模式、高度模式
| 
















 产品编号:
产品编号: