品牌
生产厂家厂商性质
深圳市所在地
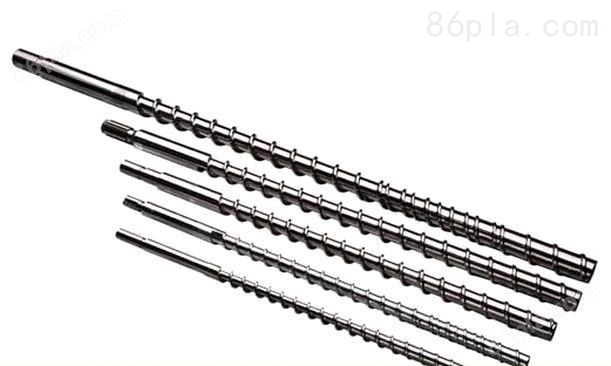
高效挤出螺杆
高效挤出螺杆
螺杆规格中的头部结构形式比较多,相同之处是螺杆头部多数为锥形,这主要是为了减少熔融料注射阻力,防止熔融料在螺杆前部滞留。图1所示为尖形圆锥螺杆头部结构,维角为15°-30°。这种尖形圆锥头适合于聚氯乙烯熔料的注射,对于这种高黏度、热敏性原料,可减少熔料的滞留和熔料分解。
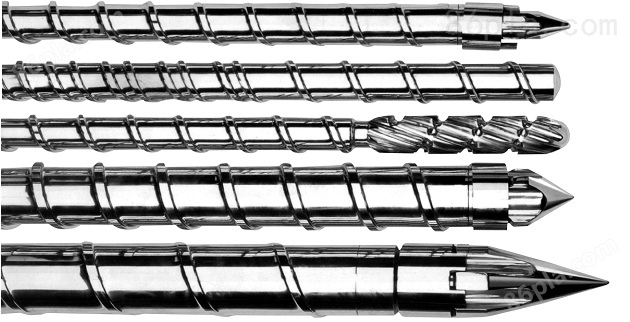
螺杆头部为止逆型结构,种类比较多,图2所示为环形止逆阀结构。此举例说明它的工作方法:塑化成熔融态的原料被螺温推动前移经逆止环与螺杆头之间间隙进入螺杆头前部,当注射工作开始时,由于螺杆头部熔料受压,则把止逆环推向后退与环座紧密接触贴合,阻止熔料的回流。阻止回流的效果好坏由止逆环与机筒的间隙大小决定。间隙小,阻止熔料回流效果好,但容易使止逆环与机筒内壁摩擦;间隙偏大,熔料回流增加,影响注射料量的准确性。比较合理的间隙是在0.01-0.02mm范围内,止逆环宽度是止逆环直径的2/3。熔料为中低黏度时,多用此种结构止逆型螺杆头部。
注塑机的危险区域有哪些
进料区--此区域因有螺杆旋转,因此勿将铁棒或其他异物置入。
料管护盖区--此区域为原料加热区,温度*且有电击危险。
射嘴区--此区域为原料高压射出之处,有喷溅之危险。
模具区--此区域为模具高速且高压开关动作区,相当危险。此外,原料也可能从模具的合模面喷出,需特别小心。
托模区--具强力的机械动作,需特别小心。
锁模机构--具高速而强力的机械动作,需特别小心。