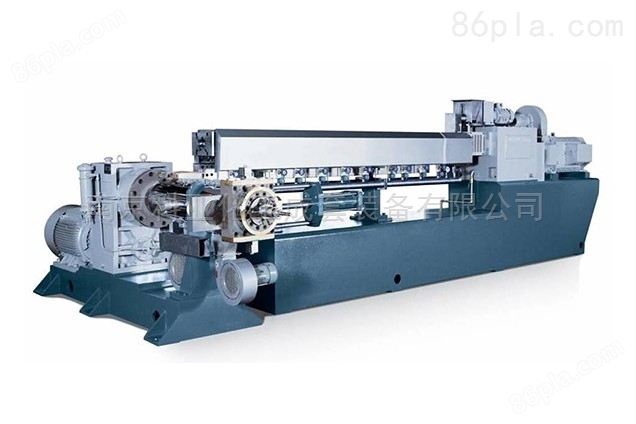
多功能自动挤出造粒机结构特点:
1、柔和的塑化设计理念,确保物料的品质。
2、非常可靠有效的设计理念,保证了挤出的可靠运行。高扭矩驱动系统,齿、轴为高强度合金钢,渗碳、磨齿处理。
3、新开发的螺杆,可适用于填料量很高的配方,保证了物料在螺杆中良好的填充度和料流分配。
4、螺杆具有芯部温度调节装置及良好的料筒冷却,保证了对物料工艺幅度的精确控制。
5、配以不同的模头、辅机,可用于挤出各种管材、板材、异型材和软硬PVC造粒等
操作:
1、注意消防安全,灭火器需放在使用导热油的设备附近。
2、出现故障或非正常情况时必须报告有关人员,并由专业维修人员来进行处理。如发现有影响安全的不正常现象出现,立即按下急停开关。
3、不要使用带金属杂质或泥沙的低质回料,进料口附近不得放置可能掉入的金属物,以防加剧螺杆、机筒的磨损或产生卡死、损坏现象。
4塑料机械操作要使用清洁度、粘度等指标均符合要求的液压油,并按规定为油冷却器提供足够流量的冷却水,以免液压元件和管路因油液污染或高温产生阻塞、漏油等损坏现象。挤出机应给减速器加注符合要求的润滑油。
5、塑料机械操作时要严格按操作规程要求,不得在非操作工位进行违章操作。要确保安全装置的可靠性,不得为追求效率破坏机器的安全防护措施。
6、塑料机械操作时,料温未达到设定温度,保温时间不够时,均不许开机运转螺杆。
7、由经过训练且熟悉塑料机械结构性能及操作程序的操作者进行操作。
8、轴承正常的工作温度不应超过75℃,新激振器因为有一个跑合过程,故可能温度略高一些,但经过运转8小时以后,温度应稳定下来,如果温度继续过高,应停机检查。
9、激振器与筛箱联结的螺栓为高强度螺栓,不允许用普通螺栓代替,必须定期检查紧固性,少每月检查一次。其中任意一个螺栓松动,也会导致其它螺栓剪断,引起筛机损坏。
多功能自动挤出造粒机注意事项:
1、机器根据要求安装完毕后,在使用机器前,必须详细参阅使用说明书,熟悉机器的结构,各电箱开关、按钮的功能。要由熟悉工艺过程者操作,以便在试机过程中发生意外时能及时采取措施,防止事故的发生。
2、在开机前检查各线路是否连接正确,检查水、电的供应是否正常。
3、减速箱内必须加入齿轮润滑油(一般公司出产时已加好),加油量以液位计能看见油为准,不能太少也不能太多;检查油泵是否工作正常。
4、新机使用时,先将机器加温至所需的温度。
5、当机器停止使用时,先打开废料阀,把箱体里的存料排尽,待箱体压力下降后关闭刮刀开关及排废开关,再关液压站电机,关闭各加热区开关,后关电源总开关。
6、当机器重新开机时,先加温至所需温度(使腔内塑料全部融化),打开排废,有塑料流出后,再启动刮刀,关闭废料阀,进入生产。
7、生产时出料量减少,可能是网板的孔堵了,应当先停止挤出机,打开废料阀,待箱体压力下降后,再更换网板。
8、更换网板或刮刀时必须先打开废料阀,待箱体压力下降后,再拆盖板螺丝,最后更换网板或刮刀