
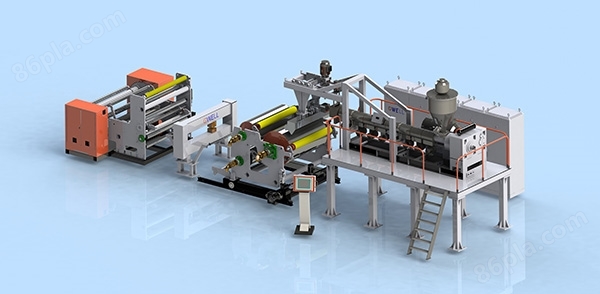
GWS PA/LCP薄膜挤出生产线
产品简介
2、流动性好,易溢料。宜用自锁式喷嘴,并应加热。
3、成型收缩范围及收缩率大,方向性明显,易发生缩孔、变形等。
4、模温按塑件壁厚在20~90度范围内选取,注射压力按注射机类型、料温、塑件形状尺寸、模具浇注系统选定,成型周期按塑件壁厚选定。树脂粘度小时,
详细信息
生产线基本参数
机型 | GWS65 | GWS90 |
挤出宽度 | 1000mm | 1300mm |
适用材料 | PA、LCP | |
挤出厚度 | 0.1-0.8mm | 0.08-0.8mm |
挤出产量 | 50kg/h | 100kg/h |