
SJ120 一出二钢铁包装端护板塑料板材设备

产品简介
详细信息
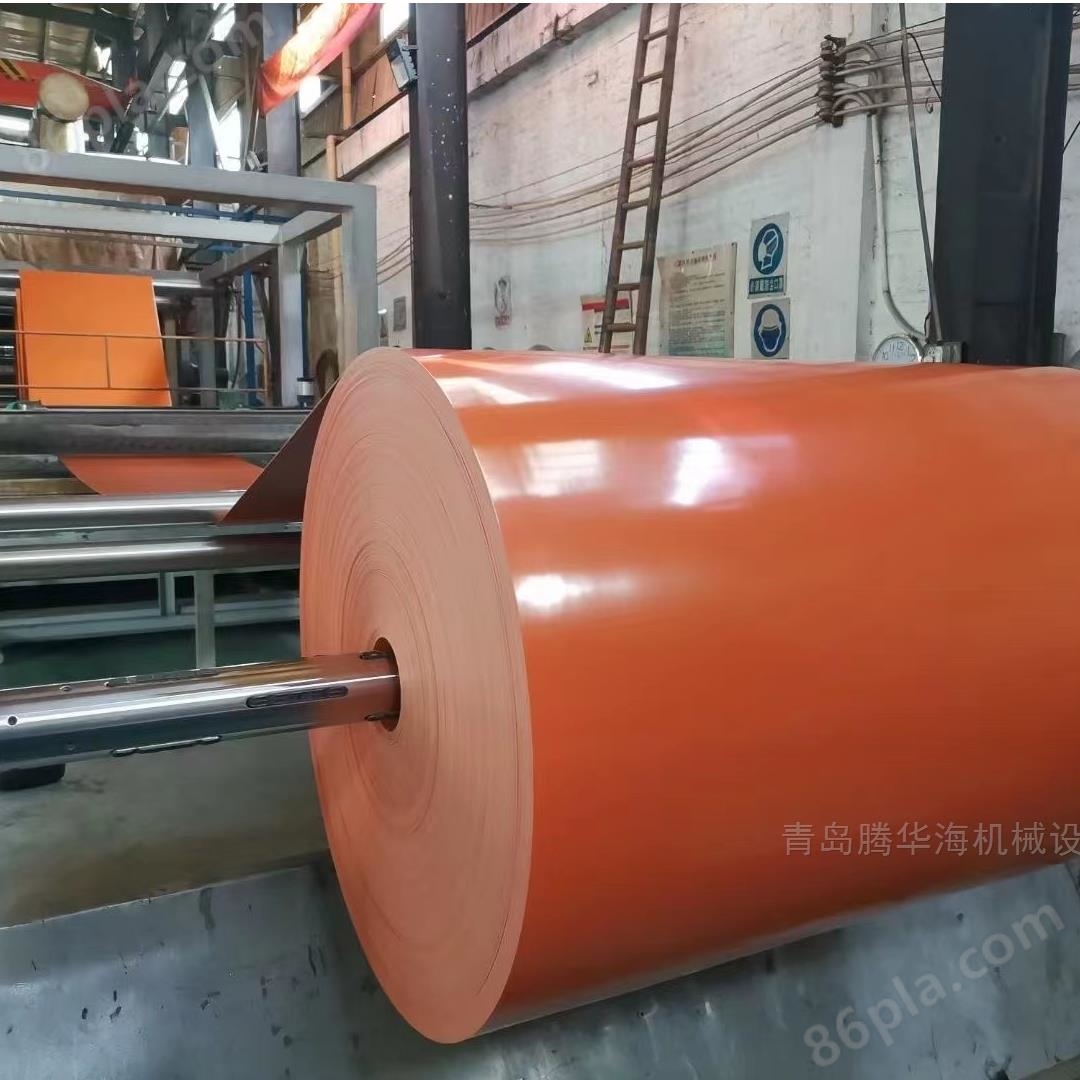
一出二钢铁包装端护板塑料板材设备主要用于生产钢卷的护角包装,应用于钢厂及彩钢钢卷的包装。整条生产线采用*的设计方法,采用在线才冲裁,定长裁断,自动化程度高。经过青岛众诺塑料挤出机械有限公司的研究与开发,由以前的每分钟两米提速到现在每分钟10米,熟练后整条生产线只需要一人操作,快捷方便,采用一出二挤出模式。一出二钢卷包装塑料护角设备是青岛众诺塑料机械有限公司专业制作钢卷包边护角线设备、包装塑料保护板、端护板、侧护板设备。一出二钢卷包装塑料护角设备由塑料挤出机、自动真空上料机、除湿烘干料斗、片材机头、三辊压光机、排辊托冷装置、裁边装置、牵引机、剪切机、排辊输送机、收卷机、冲裁装置、割圆机等组成。公司对一出二钢卷包装塑料护角设备进行免费安装、调试、培训人员,直至生产工人独立操作为止,并提供*技术配方,实施交钥匙工程。
一出二钢铁包装端护板塑料板材设备的基本操作步骤:
(1)首先按单螺杆或双螺杆挤出机操作规程对挤出设备做好生产前的各项检查准备工作。
(2)确认料筒内清洁、无任何异物后,安装过滤网、分流板和机头模具,根据产品要求调整好口模间隙。模具唇口间隙应略小于等于板制品厚度,模唇中间间隙应略小于两侧端模唇间隙。
(3)按原料塑化工艺条件要求设定好料筒各段温度,料筒由加料段开始至料筒与成型模具连接处温度逐渐提高;成型模具温度略高于料筒温度,高出温度控制在5~10℃。模具两端温度略高于模具中间温度,高出温度控制在5~10℃。
(4)调开三辊压光机的辊距,打开控温装置,调至工艺要求温度。注意三辊的工作面温度应是进片辊温度略高些,出片辊温度略低些。
(5)待挤出机达到开机状态后,低速启动螺杆,打开料斗喂料开合门(或低速启动喂料挤出机螺杆),对挤出机进行少而均匀、缓慢的喂料。
(6)启动三辊压光机,开启冷却装置,打开冷却水供应系统,启动牵引装置。
(3)(7)片材挤出机头后,按三辊压光机要求入片形式入片,三辊的中间辊上辊面应与模具唇口下平面在一个水平面上;唇口端面与中间辊中心线平行,相距50~100mm。
(8)将板材引入展平辊、牵引装置、切割装置。
(9)挤出基本稳定后,调节三辊间距至要求大小,辊筒间隙应等于或略大于板的厚度。
(10)适当调节三辊运转速度、挤出速度和牵引速度大小,使其相匹配,直到达到制品厚度要求。
(11)根据板坯在三辊辊面状态,适当调节辊面温度,当表面出现横纹,板坯不易脱辊时,应适当降低辊面温度;板坯表面无光泽时,应适当提高辊面温度。
塑料板材设备注意事项:
1、挤出机料筒及机头温度较高,操作时要戴手套,溶体挤出时,操作者不得位于机头的正前方,防止发生意外。
2、调节机头和三辊压光机时,操作动作应缓慢,以免损伤设备。
3、取样必须待挤出压光的各项工艺条件稳定,板坯或样板试样尺寸稳定方可进行。



