
GL15370 供应PTO POE EVA EPDM PVC片材设备生产线


产品简介
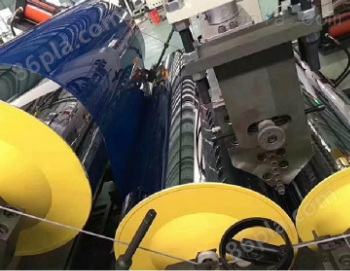
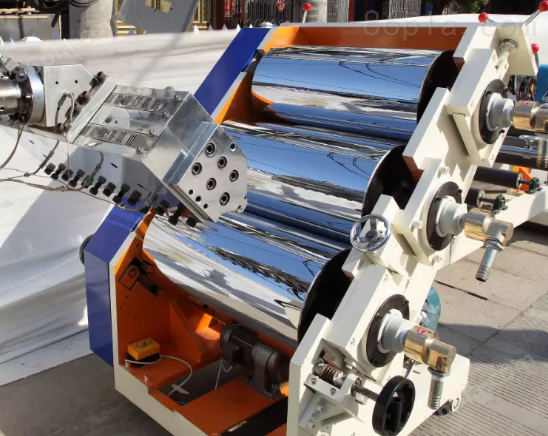
加压式密炼机 → 自动不锈钢提升机→ 强制喂料机 → GLD单螺杆 →2500mm成型模具 →三辊挤压表面处理→牵引机→板材电晕处理 → 切割机 → 堆放 →油压发泡机 供应PTO POE EVA EPDM PVC片材设备生产线
详细信息
PTO POE EVA EPDM PVC片材挤出设备(品牌)
塑料片材挤出机,EVA板材生产线,PP片材生产线
供应PTO POE EVA EPDM PVC片材设备生产线
塑料挤制工艺制度中的冷却也是很重要的一项。一般分成螺杆冷却、机身冷却,以及产品的冷却。
1PTO汽车内饰片材生产线_PP汽车内饰片材生产线螺杆的冷却
螺杆冷却的作用是消除摩擦过热,稳定挤出压力,促使塑料搅拌均匀,提高塑化质量。但其使用必须适当,尤其不能过甚,否则机筒内塑料熔体骤然冷却,会导致严重事故的发生。而螺杆冷却在挤出前是禁止使用的,否则也会酿成严重的设备事故。
2、机身的冷却
机身的冷却机身冷却的作用是增加机筒散热,以此克服摩擦过热形成的升温,因为这 温升在挤出过程中,甚至在切断加热电源后也不能停止,从而使合理的温度不能得以*维持,必须增加散热,而使机筒冷却下来,以维持挤出过程中的热平衡。机身冷却是分段进行的, 要以风机冷却为 ,考虑到机身各段的功能不同,对均化段冷却的使用尤其注意。
3.PTO汽车内饰片材生产线_PP汽车内饰片材生产线 产品的冷却
产品的冷却是确保制品几何形状和内部结构的重要措施。塑料挤包层在离开机头后,应立即进行冷却,否则会在重力作用下发生变形。对于聚氯乙稀等非结晶材料可以不考虑结晶的问题,塑料制品可采用急冷方法,用水直接冷却,使其在冷却水槽中冷 ,不再变形。而聚乙烯,聚丙烯等结晶型聚合物的冷却,则应考虑到结晶问题,如果采用急冷方法,会给塑料制品组织带来不利的影响,产生内应力,这是导致产品日后产生龟裂的原因之 ,必须在挤塑工艺中予以重 ;聚乙烯、聚丙烯等结晶型塑料的挤包层宜用逐步降温的温水冷却方法来进行, 般 设备辅机设施而定,冷却水槽应分段分节,水温可由塑料挤包层进入第 段水槽的75℃~85℃温度开始,逐段降低水温,直至室温,各段水温的温差越小越合理。
PTO汽车内饰片材生产线_PP汽车内饰片材生产线
聚烯烃弹性体(Polyolefin elastomer)(POE)
一、汽车内饰片材生产线_汽车内饰片材生产线 生产线工艺流程:
加压式密炼机 → 自动不锈钢提升机→ 强制喂料机 → GLD单螺杆 →2500mm成型模具 →三辊挤压表面处理→牵引机→板材电晕处理 → 切割机 → 堆放 →油压发泡机
二、汽车内饰片材生产线_汽车内饰片材生产线挤出机各部件特点简介
1、汽车内饰片材生产线_汽车内饰片材生产线密炼机功能:树脂、助剂、填充物等物料投放到密炼机中,通过特定形状并相对回转的转子、在可调温度和压力的密闭状态下连续性地对聚合物材料进行混炼,主要由密炼室、转子、转子密封装置、气动加压装置来完成物料的塑化和分散;在通过卸料装置、传动装置来完成放料程序;密炼机是密封的混炼室因而它的工作环境比较干净;双转子为不同步转速,有很强的剪切功能,在生产过程中的边角料及因在后续模压时产生的不良品不用破碎就可以直接投入到密炼机中再次挤出板材;
2、汽车内饰片材生产线_汽车内饰片材生产线锥双强制喂料机:电机功率: 11kw,采用变频调速器。喂料螺杆:锥形双螺杆强制下料,氮化镀铬处理,表面光洁度高。喂料斗:内表面抛光、镀硬铬处理,光洁耐磨;采用锁扣式安装防护罩,要求便于更换和维修保养。喂料体:内表面抛光、镀硬铬处理,光洁耐磨。可推拉式,方便移动。外观要求:电机、减速机等传动处有整体保护罩。锥双喂料机与单螺杆连接为哈佛式结构拆卸清理方便。
3、汽车内饰片材生产线_汽车内饰片材生产线自动不锈钢提升机:把密炼机完成的团状物料输送到强制喂料机中;滑道特殊优化圆弧设计,运送平稳可靠;提升料斗为不锈钢材质,料斗壁厚 3MM,底部厚底8-10MM,采用双链条提升,需满足300kg/锅,确保安全。安全要求:电机和链条处等传动处有整体保护罩。装备双上下限位开关;方便:提升机安装两个控制系统,一个控制系统安装密炼机控制面板上;
供应PTO POE EVA EPDM PVC片材设备生产线
